





自动化流水线




001设备开发流程:一、确定开发项目、了解客户需求1.产品品质要求2.设备生产效率要求3.设备工作环境二、分析产品1.了解产品生产工艺2.了解产品各方面尺寸要求及来料情况3.与客户沟通产品生产过程中的注意事项4.设备使用地点的技术参数三、拟定方案工程人员讨论、分析作出设备方案,方案包括:1.设备示意图(整体示意图,局部示意图)2.各部分机构简介3.设备技术参数四、方案审核由工程人员组成审核组,对方案进行审核,审核内容包括1.设备可行性评估2.设备成本评估3.设备生产效率的评估五、方案整改!对方案审核中讨论出的问题进行整改.六、客户确定设计方案)设计方案交由客户,客户根据需求,对方案进行最后确定.七、设计开发由工程部安排工程师进行机构设计,作出机器装配图、零件图(零件标注按国家标准)选出执行元器件、电控配件并列出加工零件清单和标准件请购单,动作说明书。八、机构审核由工程人员组成审核组,对所设计出的图纸进行审核,审核内容包括:(1)机器结构配合是否合理:功能性(能力和精度)、稳定性、安全性、人性化(操作的便利...
输送线
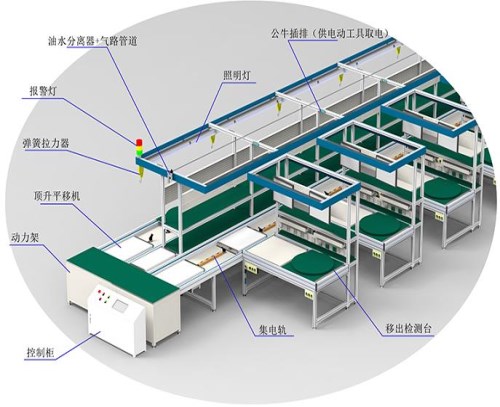




鑫伟盛世提供的非标准自动化设备、臂集成单元和通常的装配线设备包括倍速链输送线、滚筒输送线、板链输送线、皮带输送线、皮带装配线、无动力输送线、防静电工作台、工作台、架子、旋转推车、仓库架等各种自动化装配线设备主要为新能源汽车、马达、电力、电梯、物流等行业的新老客户提供自动生产线。皮带机的结构形式有槽型皮带机、平型皮带机、爬坡皮带机、弯曲皮带机等多种形式,在输送机上还可以增加提升挡板、裙子等附件,满足各种技术要求。输送机的两侧配工作台、安装灯架,可作为电子仪表组装、食品包装等带式组装线线体结构为平面环形结构。线体的单侧长度为25米,每2000mm设置作站。线体两端采用上升移动台和过渡移动台循环工装板。线体采用特制铝导轨和三倍尼龙倍速链驱动工装板运行。线体支架采用50×50mm铝合金型材制作,每间距2000mm设置支架,工作面高度750mm,总高度2100mm柔性倍速链自动组装单元每个单元为上下双倍速链输送线,配备合作型机械臂,通过程序控制,完成每个单元的组装工序可根据生产需求自由组合,臂选择漫游轻型合作臂,可...
 欢迎访问北京鑫伟盛世电子设备有限公司网站
欢迎访问北京鑫伟盛世电子设备有限公司网站