






2)输送带松弛引起的跑偏.调整好的输送带在运行一段时间后,由于输送带拉伸产生变形或老化,会使张紧力下降,输送带松弛,引起跑偏!3)矿料分布不均匀引起的跑偏。如果输送带空转时不跑偏,重负荷运转时跑偏,说明矿料在输送带两边分布不均匀!矿料分布不均主要是矿料下落的方向和位置不正确引起的,如果矿料偏到左侧,则输送带向右跑偏;反之亦然!调整转动滚筒与改向滚筒位置。带式输送机都有3个以上滚筒,所有滚筒的安装位置必须垂直于带式输送机长度方向的中心线,若偏斜过大必然发生跑偏,如图3所示!
皮带输送机输送带跑偏怎么办?一、什么是皮带输送机输送带跑偏?带式输送机运转中输送带中心线偏离输送机的中心线而偏向一边,这种现象即为输送带跑偏.二、皮带输送机输送带跑偏的原因安装质量的好坏对输送带跑偏的影响大,由安装误差引起的输送带跑偏较难处理.1!安装误差引起的跑偏1)输送带接头不平直.造成输送带两边张力不均匀,输送带往张紧力大的一边跑偏,针对这种情况,可以针对调整转动滚筒或改向滚筒的两边的张紧力来消除,如仍调整不过来需对输送带接头重接!
*对安装误差引起的跑偏,主要采取的措施是重接接头;机架严重歪斜的需重新进行安装.*运行中的跑偏,主要调整方法有:调整托辊组;调整转动滚筒与改向滚筒位置;清理滚筒表面或重新更换滚筒;张紧处的调整;飘带造成输送带跑偏;由于清扫器失效、输送带拉回煤造成跑偏。1!调整托辊组。输送机在运转过程中,若输送带在承载段向一侧跑偏,表明承载托辊组安装位置与输送机中心线的垂直度有误差,如图1所示!输送带在运行方向上给托辊一个牵引力Fq,Fq分解为切向力Fz和轴向力Fc,切向力Fz克服托辊阻力,使托辊旋转,轴向力Fc作用在托辊上,使托辊沿轴向窜动,由于托辊是固定的,不能轴向窜动,这样就给输送带一个反作用力Fy,它使输送带向另一侧移动,从而导致了输送带跑偏!

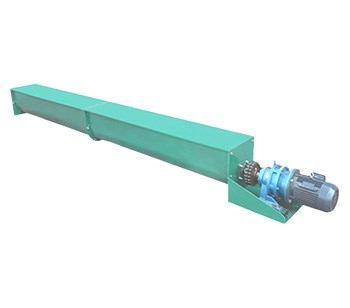
粮食输送机价格
其受力情况如图4所示.输送带的牵引力FQ产生一个向直径大侧的移动分力Fy,在分力Fy的作用下,输送带产生偏移。粮食行业是国家战略性产业,也关系到生态环境,属于国家新兴投资重点!在国家实施“供给侧”改革的大环境下,公司制定了未来五年战略发展规划,确立了以创新求快速发展,“壮大主业,扩张两翼”的发展思路;即以新技术改造传统粮食深加工机械的制造,壮大发展主业一“翼”是创新突破粮食加工机械设备智能化水平,向智能化装备拓展;二“翼”是以引进吸收国外先进粮食干燥技术为突破口,多方位提升公司运作特大型粮食深加工工程及产业链延伸的综合能力;力稳实业扩张与资本市场对接,立足于成为国内民族碾米机械工业的龙头,打造“百年品牌”。

对于驱动滚筒和储带仓内的改向滚筒,如出现输送带跑偏现象,可参照机头卸载滚筒的调整方法进行处理。机尾滚筒的调整方法与机头卸载滚筒刚好相反!由于驱动滚筒的调整距离有限(10~30mm),通常情况下,将驱动滚筒轴心线调整至与输送机长度方向垂直后靠螺旋拉紧装置或重锤拉紧装置来调整尾部改向滚筒轴承座的位置!3.清理滚筒表面或重新更换滚筒!滚筒表面的加工误差,或因磨损或表面有粘附物等造成直径大小不一,输送带会向直径较大的一侧跑偏!
 欢迎访问湖北五丰粮机进出口有限公司网站
欢迎访问湖北五丰粮机进出口有限公司网站



