





然而,在生产线上经常出现抛光光洁度高时碎米率高,降低碎米率时抛光光洁度又过低的情况,严重的影响到大米加工企业的经济效益!因此,如何解决抛光光洁度和碎米率矛盾的问题值得深入研究。笔者根据多年研究和设计抛光机的经验,对抛光机抛光光洁度和碎米率矛盾的问题进行探讨!1、抛光的原理碾米机研削碾白所得的米粒表面粗糙,在凹陷处积聚了无数细微的胚乳淀粉和糠层的屑末称为糠粉!喷雾着水抛光能够较地碾除糠粉,在擦离碾白压力和伴生的较高的摩擦温度下使淀粉细末半糊化形成较光滑的表面!
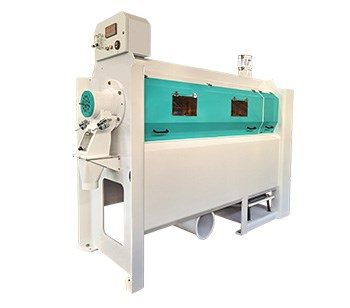
光洁度是指米粒的粒面光滑洁净的程度,是观感质量。经过碾白的大米由进料斗进入抛光室,水通过进水管与一定压力的“气”均匀混成雾状,通过主轴通风槽靠外置强拉风机将水雾均匀吸附到白米表面,着水后的白米沿着抛光辊表面前进,按一定线速旋转的抛光辊擦离白米表层,并使米与米、米与米筛之间相互碰撞、碾削、摩擦翻滚及轴向输送,使其达到抛光的效果!同时通过强拉吸风作用迫使糠粉及部分水雾脱离抛光机,不使大米因抛光着水后水分增加,抛光后的大米有一定的光洁度.
抛光机代理商
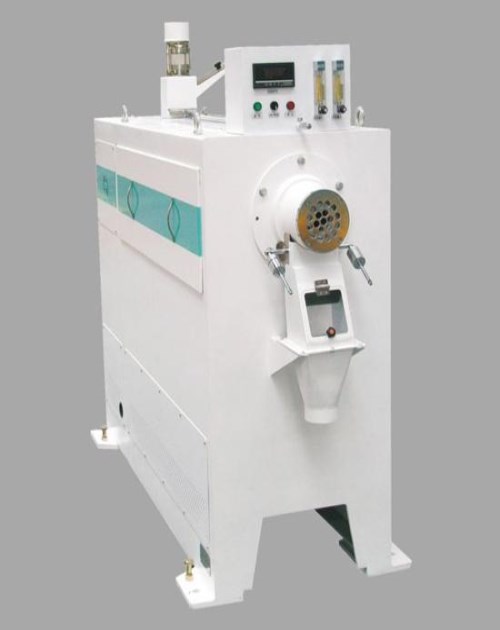
3!1.1抛光辊的参数或形式设计抛光辊是碾白室中米粒产生碰撞、翻滚、摩擦的动力来源,抛光辊的设计影响到抛光机的产量、出米率、碎米率和能耗等技术指标!抛光辊的设计参数主要有螺旋筋长度和螺旋升角、与筛板的小间隙、结构形式。螺旋筋长度和螺旋升角在一定范围内会严重影响米粒的碰撞、翻滚及轴向输送等作用,当螺旋筋长度减短,抛光螺旋升角增大时,抛光辊对米粒的碰撞、翻滚作用会增强,其对米粒的轴向输送会减弱!所以,为了获得合适的大米光洁度和较低的碎米率,抛光辊的螺旋升角一般取5°~7°;抛光辊的导程一般取(3800~5400)mm!
然而,抛光光洁度并非由抛光压力一个因素所控制,要想打破抛光光洁度和碎米率正比例关系,就应在控制压力的同时,增强抛光室中碰撞、翻滚及轴向输送三个要素对米粒的作用,从而使抛光机能在达到抛光光洁度的同时尽量降低碎米率!3、提高抛光光洁度、减少碎米率的方法和措施3。1设计方面抛光机是国内常见的碾米设备,结构比较简单,其技术参数基本上已固定,各种抛光机的区别主要在于抛光室内部的零部件技术参数的不同!要想在设计上解决抛光机抛光光洁度和碎米率的矛盾关系可以从以下5个方面进行改变.
米筛的形状一般设计为直孔、顺向三种形式,顺向孔即筛孔的轴向与抛光辊旋转的方向成锐角,顺向筛片能适当降低筛片对米粒碰撞、切削、摩擦作用,当抛光机内压过高时可以采用这种筛板,以达到降低内压、减少碎米率的效果.逆向孔即筛孔的轴向与抛光辊旋转的方向成钝角,逆向筛片能适当增加筛片对米粒碰撞、切削、摩擦作用,当抛光机抛光光洁度不够时可以采用这种筛板。同时,可以在筛片内侧增加米粒碰撞、切削、摩擦作用比规则增强筛片更激烈;一般选择以提高抛光光洁度!
 欢迎访问湖北五丰粮机进出口有限公司网站
欢迎访问湖北五丰粮机进出口有限公司网站


