


而双卡压因密封圈外有承口,外力破坏消耗在承口保护段,因此双卡压更耐外力的破坏。不锈钢双卡压式管件流量压力损失小和系统兼容性强我们首先来说说不锈钢双卡压式管件流量压力损失小:不锈钢双卡压式管件内径和管材内径相同(等径设计),卡压部位管材变形小,使管道连接处流量和压力损失很小,可忽略不计!然后来说说不锈钢双卡压式管件系统兼容性强:不锈钢双卡压式管件规格品种齐全,可与各种阀门、水嘴、水表、水泵等配用,并能与既有的各种管道系统实行连接!
机组上配置开卷机、圆盘剪、矫直机、打印装置、垫纸装置、定尺剪、垛板台等设备,可多功能连续作业;平板板形要求较高,故横切有矫直机。说说不锈钢双卡压式管件的生产设备:不锈钢管/碳钢制造机,圆管抛光机,方/矩管抛光机,圆管矫直机,整型机,不锈钢管,辊轧机,钢结构加工专用机,金属薄板加工专用机,分条机,钢(铁)板/卷,整平裁剪机,钢板加工机械,钢管制造机,管用攻牙机,管用修端机,切管机,弯管机等!产品生产完成后的UTET等探伤设备!
不锈钢双卡压式管件产品均必需经过以下试验测试不锈钢双卡压式管件产品均必需经过以下试验测试通过,压弯试验:注入水压2!5mpa,接口处强力压弯30°不漏水!振动试验:注入水压2.5mpa,振幅±5mm,频率1400回/次,持续300万次强烈振动不漏水!压扁试验:注入水压1.6mpa,接口处压扁70—80%,不脱出、不漏水。旋转试验:注入水压1!6mpa,接口处旋转360°不漏水!拉拔试验:注入水压1.
我们推荐阜阳通洋水管
不锈钢双卡压式管件的纵切分条和横切解析首先是不锈钢双卡压式管件的纵切分条:当带钢成卷交货时,要在纵切机线上用圆盘剪切去毛边,为适应来料的宽度变化,圆盘剪距离可以调整。圆盘剪操作主要在于适当调整上下剪刃的间隙量和重合量,间隙量一般随着材料厚度而增大,一般为材料厚度的7-12%,而重合虽与材料厚度有关,但不完全是对应关系,应结合操作经验确定!然后是不锈钢双卡压管件的横切:当产品以切板状态交货时,带钢要在横切机组上剪板,一般的横切机组为连续剪切机组.
阜阳通洋水管
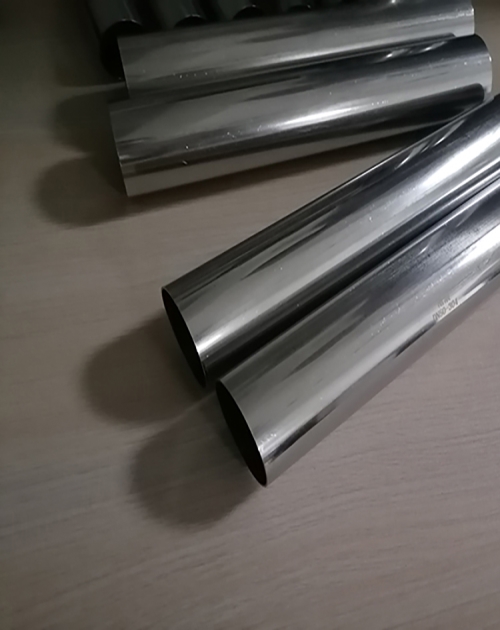
不锈钢双卡压式管件系统外形美观,可明装提高装饰效果,也可以暗装,满足CECS153-2003《建筑给水薄壁不锈钢管道工程技术规程》的嵌入式安装技术要求!不锈钢双卡压式管件在切割完成之后不要忘记去毛刺,我们可以使用锉刀、倒角器把不锈钢自来水管内外毛刺清楚,并且把管道内部污物擦拭、清除干净!一旦对于毛刺不处理在安装投入使用后,毛刺会阻挡污染物的排放导致污物堆积,最终会造成不锈钢水管道腐蚀、漏水等情况的发生!
产品的尺寸规格和质量能否满足用户要求,精整有很大作用!通常不锈钢精整包括平整、矫直、纵切、横切等工序!由于平整的特殊性,它既可说是精整,又可说是最后一道冷轧!不锈钢双卡压式管件的平整:平整是冷轧不锈钢精整的道工序也是冷轧的最后一道工序!它不以减小厚度为目的,而是改善力学性能,保证产品的成形加工性;修正板形,得到平直的钢板;根据用户的使用要求,加工光面或麻面板,并改善表面质量.为了提高抗拉拔力,连接更安全,双卡压式管件的抗拉拔力是单卡压式管件的1.
 欢迎访问沧浪牌304不锈钢管网站
欢迎访问沧浪牌304不锈钢管网站