削磨好的铅笔装入仪器夹具内, 将试样待测面朝上固定在仪器的试样台上。调节水平砝码使铅笔对试样表面负荷为零,然后加上1±0.05kg的砝码。让试样与铅笔反向移动3mm,移动速度约为0.5mm/s。转动铅笔使无损伤的铅芯边缘接触涂层,并变换试验位置,依次犁划5次,从最硬的铅笔开始试验,5次中若有两次能犁破涂层则换用较软的铅笔一支,直至找出5次中至少有4次不能犁破涂层的铅笔为止,此铅笔的硬度即为被测涂层的铅笔硬度。用较软的铅笔一支,,海绵航吊夹具,七八供求网,莆田市德明机械制造有限公司,直至找出5次中至少有4次不能犁破涂层的铅笔为止,此铅笔的硬度即为被测涂层的铅笔硬度。
神龙汽车有限公司在现有的差速器壳体和齿圈生产线上通过对工艺、夹具、刀具和控制系统进行一系列设计改造,将原来只能生产一个系列产品的生产线改造成了可以生产两个系列、五个品种的柔性生产线。 神龙公司差速器壳体和齿圈生产线于1999年投产,当时生产一个系列MA三个品种的零件, 这三个品种均是PSA集团雪铁龙公司的产品。为了提高设备的利用率,动力总成平台启动BE钢件项目,针对差速器壳体齿圈总成,BE的系列有两个品种:BE差速器壳体+81齿齿圈和BE差速器壳体+74齿齿圈,这两个品种零件是PSA集团标致公司的产品。
粗加工时,主要的目的是切除大部分加工余量。为了提高生产率,应选择较大的切削用量。但是由于切削用量对大局耐用度的影响不同,背吃刀量影响最小。切削速度影响最大。因此在进行粗加工的时候,背吃刀量应该选取最大的,使余量尽量一次切完。只有当余量过大,刀具强度不允许,机床功率不够和工艺系统刚度不足时,才分多次走刀。但是第一次走刀,吃刀量要尽量大一些,对于切削表层有硬皮的铸件、锻件时,应使吃刀量大于硬皮或硬化层深度。进给量应根据机床、工件、刀具、夹具等工艺系统的刚度,尽量选用较大值。最后根据机床功率,刀具耐用度确定合适的切削速递。
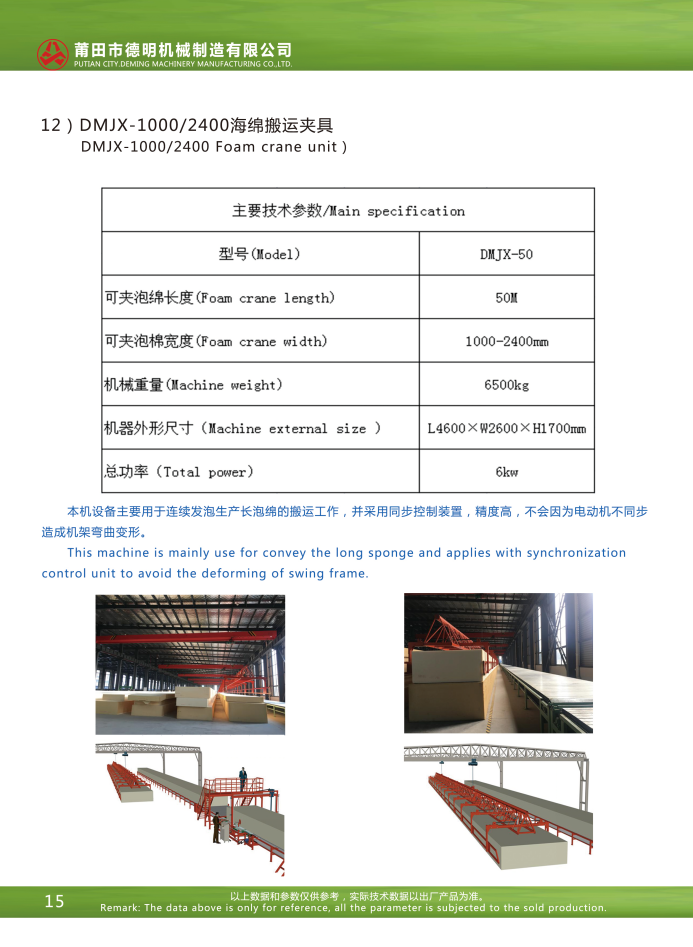
本机设备主要用于连续发泡生产长泡绵的搬运工作,并采用同步控制装置,精度高,不会因为电动机不同步造成机架弯曲变形,,海绵航吊夹具,七八供求网,莆田市德明机械制造有限公司,是海绵搬运的必要装备。
 连续水平泡机械_七八供求网
连续水平泡机械_七八供求网
相关资讯查看>>
供应商信息
莆田市德明机械制造有限公司
其他行业专用设备
公司地址:福建省莆田市秀屿区东峤镇汀塘村南屏陈39号
企业信息
联系人:陈德明
手机:
13599008281
注册时间: 2014-10-08











 欢迎访问莆田市德明机械制造有限公司网站
欢迎访问莆田市德明机械制造有限公司网站






