粗加工时,主要的目的是切除大部分加工余量。为了提高生产率,七八供求网,莆田市德明机械制造有限公司,应选择较大的切削用量。但是由于切削用量对大局耐用度的影响不同,背吃刀量影响最小。切削速度影响最大。因此在进行粗加工的时候,背吃刀量应该选取最大的,七八供求网,莆田市德明机械制造有限公司,使余量尽量一次切完。只有当余量过大,刀具强度不允许,机床功率不够和工艺系统刚度不足时,才分多次走刀。但是第一次走刀,吃刀量要尽量大一些,对于切削表层有硬皮的铸件、锻件时,应使吃刀量大于硬皮或硬化层深度。进给量应根据机床、工件、刀具、夹具等工艺系统的刚度,,全自动发泡机,尽量选用较大值。最后根据机床功率,刀具耐用度确定合适的切削速递。
针对航天薄壁复杂结构件数控加工柔性工装的研制需求,需要综合研究薄壁复杂结构件切削力-热耦合规律、零件刚性的动态变化以及加工路径的影响规律,,全自动发泡机,从而优化夹紧位置和夹紧力的分布,通过夹紧力的柔性可调来平衡切削力,减小局部切削变形。基于航天薄壁复杂结构件几何结构特征相似性,研制自动化定位和夹紧的柔性工装,用于大型弱刚性曲面结构件、薄壁回转体类结构件和薄型多面体类结构件舱的定位装夹,实现同类结构件共用一套柔性夹具,快速自动装夹和拆卸,能够大幅减少加工辅助准备时间,有效提升加工质量和生产效率。
神龙汽车有限公司在现有的差速器壳体和齿圈生产线上通过对工艺、夹具、刀具和控制系统进行一系列设计改造,将原来只能生产一个系列产品的生产线改造成了可以生产两个系列、五个品种的柔性生产线。 神龙公司差速器壳体和齿圈生产线于1999年投产,当时生产一个系列MA三个品种的零件, 这三个品种均是PSA集团雪铁龙公司的产品。为了提高设备的利用率,动力总成平台启动BE钢件项目,针对差速器壳体齿圈总成,BE的系列有两个品种:BE差速器壳体+81齿齿圈和BE差速器壳体+74齿齿圈,这两个品种零件是PSA集团标致公司的产品。
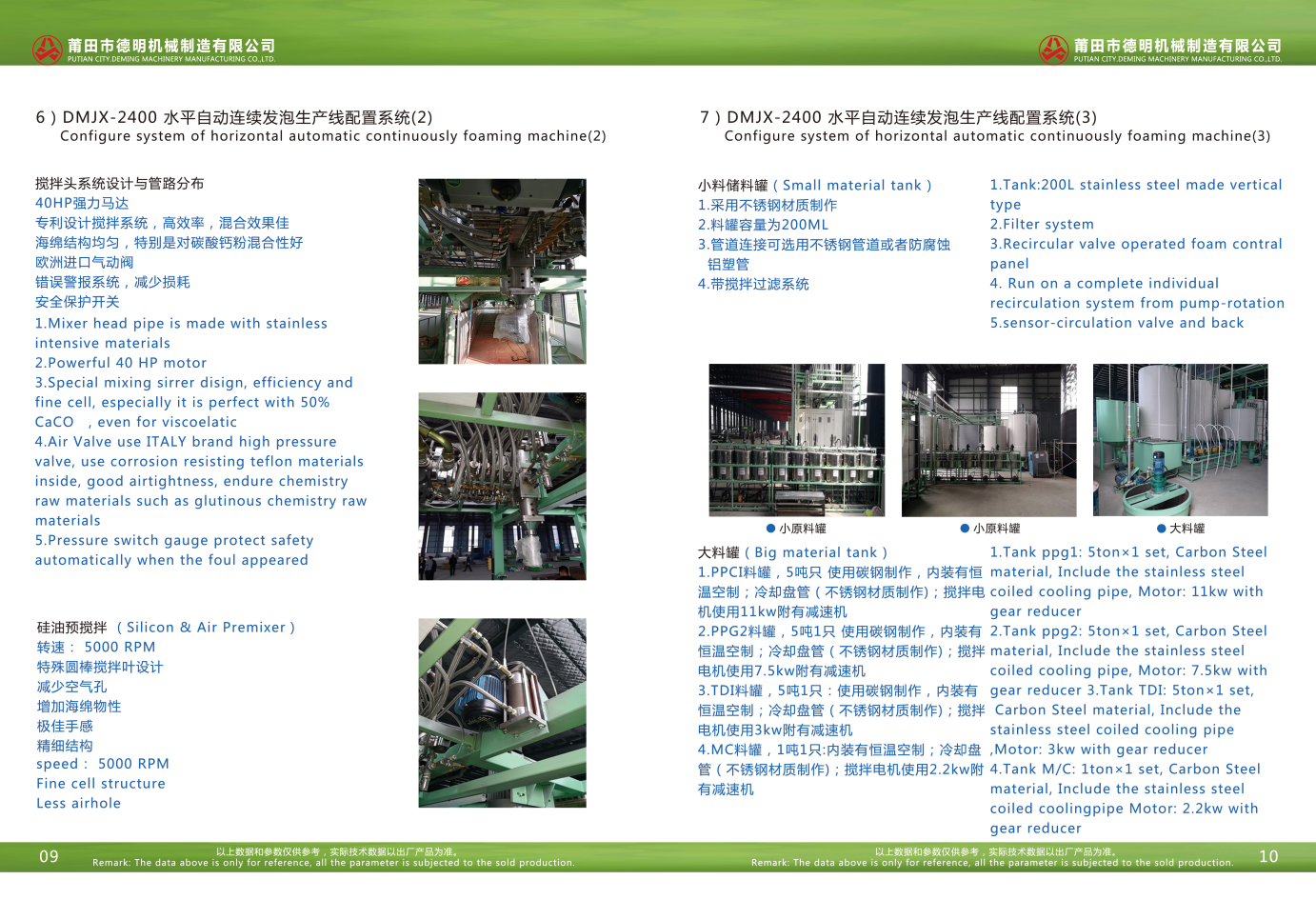
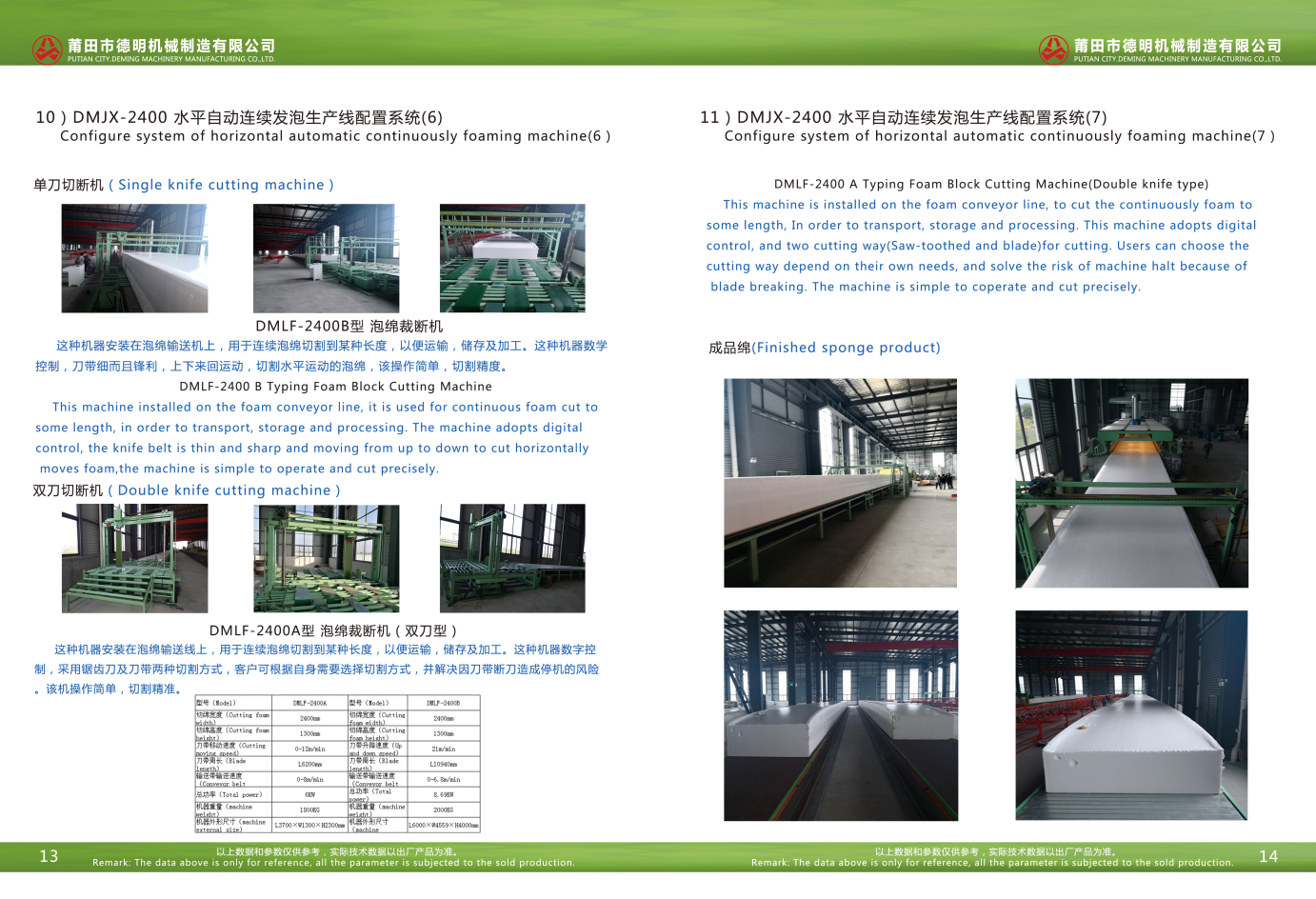
按照高、中、低密度的发泡配方进行发泡配置设备。本设备可生产英标、美标高回弹、慢回弹、鞋材慢回弹、胸围绵,工艺绵,欧塑耐等海绵,耐黄度可达到国际标准3—5级,硬度由20—40,加粉10%—200%,低高密度5—180。


相关资讯查看>>
供应商信息
莆田市德明机械制造有限公司
其他行业专用设备
公司地址:福建省莆田市秀屿区东峤镇汀塘村南屏陈39号
企业信息
联系人:陈德明
手机:
13599008281
注册时间: 2014-10-08











 欢迎访问莆田市德明机械制造有限公司网站
欢迎访问莆田市德明机械制造有限公司网站






