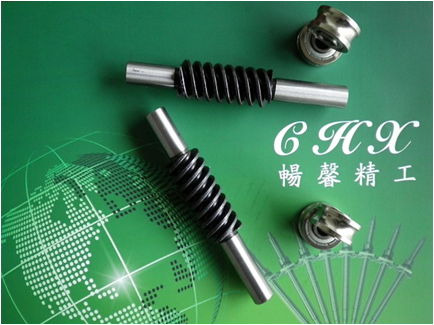


蜗轮蜗杆作为机械零件的一部分常常用到。起到转换受力方向和改变传动速度的作用。我公司生产采用先进的加工设备是生产的产品精度进一步提升,生产效率方面也大大提高。我们有自己的铸铜设备,生产涡轮皆用的是9-4.10-1等耐磨性比较高,抗冲击能力比较强的铜材。
然而也是因为蜗轮蜗杆的冲突传动方法,也造成了蜗轮蜗杆的传动效率相对齿轮传动要低许多。不过要注意的一点是,不是一切的蜗轮传动都具有很好的自锁功用,蜗轮的自锁功用要达到一定的速比才能完成。这和导程角有关,即小速比的蜗轮蜗杆自锁功用就不那么理想。最佳自锁功用的蜗轮蜗杆为单头蜗杆,四会小模数蜗杆,蜗轮参数,四会小模数蜗杆,蜗杆减速机相关,双头蜗杆以上减速机都不具有自锁功用,因为蜗杆与蜗轮啮合的螺旋升角比较大所以不具有自锁功能。
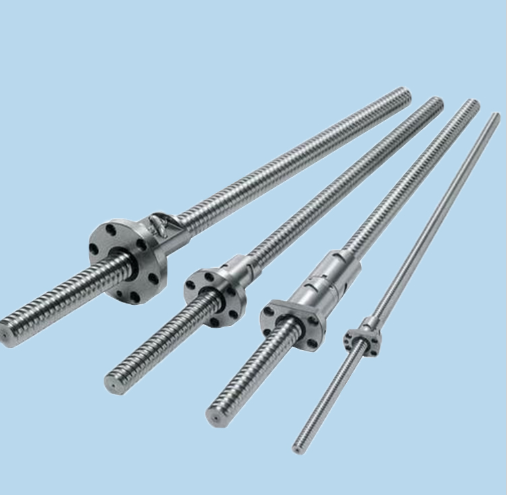
潮州梯形螺杆_梯形丝杆 精密相关-佛山市畅馨精工科技有限公司
蜗轮蜗杆减速机中当蜗杆螺旋角较小时,如单头蜗杆,在蜗杆停止滚动时,蜗轮给蜗杆一个反向滑力,不能使蜗杆反向滚动,这种现象叫蜗杆自锁。这时的斜角叫做冲突角,冲突角φ的正切就是冲突系数f ,tanφ= f。由此冲突角越小,自锁能力越强。单头蜗相螺旋角小,冲突角也小,所以具有较强的自锁能力。在减速机的传动方法中,蜗轮减速机具有其他齿轮传动所没有特性,即蜗杆可以轻易滚动蜗轮,但蜗轮无法滚动蜗杆。这是因为蜗轮减速机的结构和传动是经过冲突方法完成的。蜗轮蜗杆传动方法具有的自锁止功用在机械应用很广泛,比方卷扬机,运送设备等等。
蜗轮蜗杆是减速机的重要零部件,佛山市畅馨精工科技有限公司,畅馨精工科技,一般情况下,蜗杆为主动轮,材料是密度大的合金钢,不易磨损;蜗轮为从动轮,材料为青铜的。蜗轮用青铜是因为青铜有润滑作用,有利于减小摩擦;且青铜质地比较软,一般蜗杆的材料都比蜗轮硬,蜗轮是被动轮,蜗杆是主动轮一般都与电机相连,万一设备发生故障不能转动,四会小模数蜗杆,深圳蜗轮参数,电机可以通过蜗杆把质地软的蜗软损坏,来保护电机不被烧坏。
制造蜗轮副的材料组合首先要求有优良的减摩性,此外还要求一定的强度。在滑动速度较高的重要传动中,蜗轮材料通常采用铸锡青铜ZQSn10-1和ZQSn6-6-3,铸铝铁青铜ZQAl9-4和ZQAl10-3-1.5的抗胶合能力较差,不宜用于滑动速度大于6m/s的场合。
在滑动速度较低(小于2m/s)的传动中,可采用HT15-33到HT20-40的灰铸铁。蜗杆材料主要为碳素钢或合金钢,比如12CrNi3A、18CrMnTi、20CrMnTi、20Cr、20CrV等(渗碳淬火到HRC58~63),也可用A6、40、45、40Cr及40CrNi等(淬硬到HRC45~55)。
自从数控车床应用到实践出产中后,蜗轮蜗杆的出产功率不仅得到了进步,而且加工的精度也得到了确保。在数控车床上加工蜗轮蜗杆存在必定的难度,需求对加工的深度以及切削刀的程度进行准确的把握,防止在加工进程中或许呈现的扎刀现象。
在规划工艺时,主程序需求从起刀点方位进行,别的加工蜗轮蜗杆的进程中还需求其他子程序的调用,整个进程的完整性才干得到确保。一般在粗车完结之后再进行精车,车床转速选为10RPM,加工进程中需求对轴向齿厚精度和齿侧外表粗糙度进行确认;左右切削法粗车完结之后,可以在两边齿侧距离刀刃之间看到赶刀刃的间隙。

深圳木工机械丝杆_精密机床丝杆螺母-佛山市畅馨精工科技有限公司
精车起刀点的确认,可以根据对刀的差错进行必定程度的调整,防止空走刀现象的呈现。在精加工主程序定位之后,严厉按照相关图样的要求,对蜗轮蜗杆的左侧面进行加工。假如主程序需求进行二次定位,要确保蜗轮蜗杆齿厚度和右侧面粗糙度的要求。别的,添加切削液可在必定程度上进步切削加工功率,改善齿面加工质量。
 欢迎访问佛山市畅馨精工科技有限公司网站
欢迎访问佛山市畅馨精工科技有限公司网站