






其中以圆盘式和贯穿式较为常用!圆盘式:送料圆盘连续运转,工件置于送料圆盘上开设的孔洞内,由送料圆盘带动,通过两砂轮间的磨削区,完成磨削.该方式自动化程度高,适用于任意形状的扁平零件。贯穿式:工件置于由两条钢带形成的导向区内,工件依次推动工件通过磨削区。此种方式效率较高,可实现连续生产,但只适用于形状较为规则的工件.往复式和摆动式分别是贯穿式和摆动式的变型,磨削时,工件在磨削区内作往复直线运动或摆动,同时砂轮逐渐进给!
工件可以一次装夹后同时车削,省去工件卸料再上料的时间,并且有效地保证工件的同心度。可以配有自动送料装置,无需人工操作,大幅度提升加工作业的自动化程度,节省加工时间与成本!双端面车床调节方便,稳定可靠.双端面车床是一种效率的平面加工机床,在一次加工过程同时磨削出两个平行端面,根据构造可分为卧式和立式两种,根据送料方式,又可分为贯穿式、转盘式、往复式!车床具有通用数控车床的切削功能完成圆柱、圆锥、阶梯轴、端面、镗孔、切槽、螺纹、圆弧面等形状的、自动、精细加工,还具有双面车削的功能,工件从中间装夹,同轴度好!
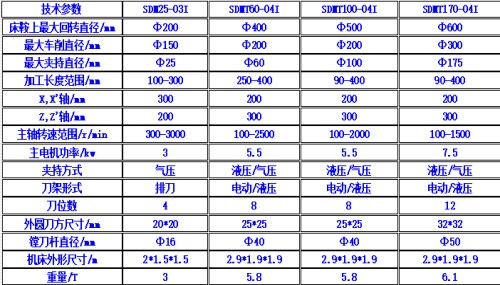
数控双端面车床

如果您想咨询双端面车床更多信息,请致电经理:13327823339;珍惜与每个对双端面车床有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,南京肯迈得机床制造有限公司详细地址:江苏省南京市六合区雄州街道瓜埠神冈路12号。
特点:效率高:双端面磨削,可一次完成两个平行端面的加工,减少了一道工序,也消除了工序间的辅助时间。此外,因为工件余量在磨削过程中是逐渐去除的,所以双端面磨削的较大加工余量远大于其他磨床,可一次去除其他磨床几个工步才能去除的加工余量。加工精度高:长期以来,工件端面的磨削方式大都采用贯穿式磨削或单磨头平面磨削,这两种磨削方式生产效率高,生产成本低,但加工工件的端面尺寸精度一般,而双端面磨削通过旋转式或直线式送料盘上、下工件,其加工出的工件双端面的尺寸精度和几何精度都能达到P2及以上,工件精度要明显高于常用两种磨削方式!
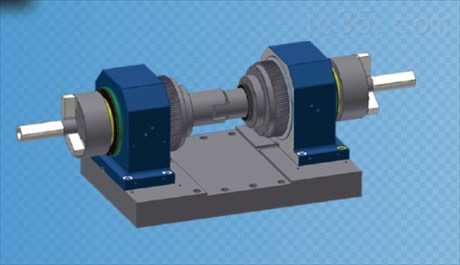
双端面磨床是端面磨床其中一类,早在1912年美国制造出一台端面磨床以来,经过一个多世纪的发展双端面磨床已经在性能和结构等方面有了很大的进步,其在轴承、汽车零部件制造、内燃机等行业上应用较为广泛.南京肯迈得双端面车床整合回转主轴、液、气旋转夹紧缸与精密筒夹组合于一体;专为各式长形轴、套类零件进行双端同时加工所设计的精密机床.使用范围:双端面车床适用于加工各种长杆和长管类零件。如汽、摩车避震器管、杆,螺杆,跑步机滚筒,打印机、复印机光杆,内孔型腔模具等.
南京肯迈得双端面车床产品描述:本产品整合回转主轴、液、气旋转夹紧缸与精密筒夹组合于一体;专为各式长形轴、套类零件进行双端同时加工所设计的精密机床;工件可以一次装夹后同时车削,省去工件卸料再上料的时间,并且有效地保证工件的同心度;可以配有自动送料装置,无需人工操作,大幅度提升加工作业的自动化程度,节省加工时间与成本;双端面车床适用于加工各种长杆和长管类零件如汽、摩车避震器管、杆,螺杆,跑步机滚筒,打印机复印机光杆,内孔型腔模具等。
自动化程度高:双端面磨床常用于大批量工件的稳定生产,一般具有自动补偿功能,可配置自动上下料装置,减少人工装卸工件。双端面磨床多采用数控系统控制,较大程度上降低了劳动强度,减少由人工操作导致的影响,使加工质量稳定,工件一致性好!应用范围广:工件在水平方向受送料盘限制,竖直方向上受上下砂轮限制!这一定位方式,不受工件材料的限制,因而拓宽了机床的应用范围,除用于轴承套圈、活塞环等钢件、铸铁件的加工外,也广泛应用于手机屏幕等非磁性材料和非金属材料的加工.
双端面车床属于双主轴、双刀架形式,可同时对两个一样零件或两个不同零件开展复合加工;还可以对零件需两亮度面铣削加工(即一主轴开展正常车削,另一主轴当背轴使用);同时还配备双刀架,双动力头以及钻夹座、车刀座可装多把刀具,而且可将刀具开展不同方向调整,从而对两件侧面铣削、车削、钻削、攻牙,断面铣削、钻削、攻牙、磨削等工序!本车床适用于各种外形的金属、非金属零件上、下两端面的同时磨削,尤其是对一些平行度、平面度、两端面与中心轴线垂直度等公差有严格要求的零件(如轴承内外圈、油泵内外转子等)磨削效果好,磨削精度高。
 欢迎访问南京肯迈得机床制造有限公司网站
欢迎访问南京肯迈得机床制造有限公司网站



