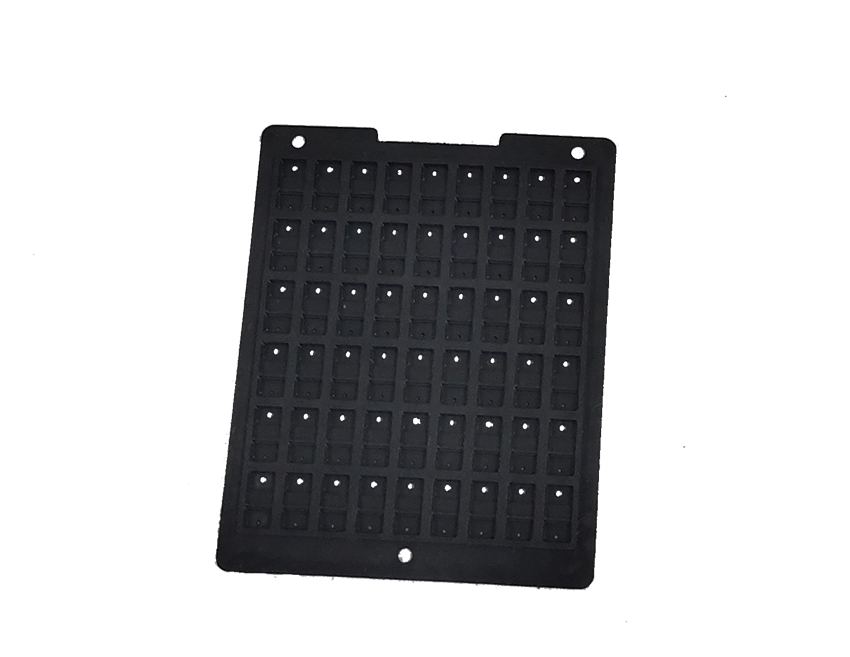

工艺特点:精密注塑;突破了传统注塑的诸多局限,可显著减轻制件的重量、缩短成型周期;大大地改善了制件的翘曲变形和尺寸稳定性.应用:汽车仪表盘,门板、空调风管等纳米注塑成型(NMT)中兴GrandSEXTNMT(NanoMoldingTechnology):是金属与塑胶以纳米技术结合的工法,先将金属表面经过奈米化处理後,塑胶直接射出成型在金属表面,让金属与塑胶可以一体成形!纳米成型技术根据塑胶的位置分为两类工艺:塑胶为非外观面的一体成型塑胶为外观面的一体成型工艺特点:制品具有金属外观质感,制品机构件设计简化,让产品更轻、薄、短、小,且较CNC加工法更具成本效益!
欢迎前来参观和咨询合作!塑胶粒成型生产过程:塑胶粒成型生产过程主要包括:预处理、挤出成型、冷却固化、造粒及激振、分选等!预处理:预先将原料放入适当的袋中,经过混合、水洗、磨粉等处理,使原料的分子聚结在一起,形成粘合状态。挤出成型:原料将经过大量压缩,然后经过挤出机的挤压力,成型出成形的小塑料球,称作“造粒”.冷却固化:冷却固化是把刚挤出出来的“造粒”放入凉水中,冷却固定,以使其形状、尺寸和内部结构都稳定下来!
以一般固体橡胶(生胶)为原料的制品,它的生产工艺过程主要包括:原材料准备→塑炼→混炼→成型→硫化→休整→检验原材料准备橡胶制品的主要材料有生胶、配合剂、纤维材料和金属材料!其中生胶为基本材料;配合剂是为了改善橡胶制品的某些性能而加入的辅助材料;纤维材料(棉、麻、毛及各种人造纤维、合成纤维)和金属材料(钢丝、铜丝)是作为橡胶制品的骨架材料,以增强机械强度、限制制品变型!在原材料准备过程中,配料必须按照配方称量准确!
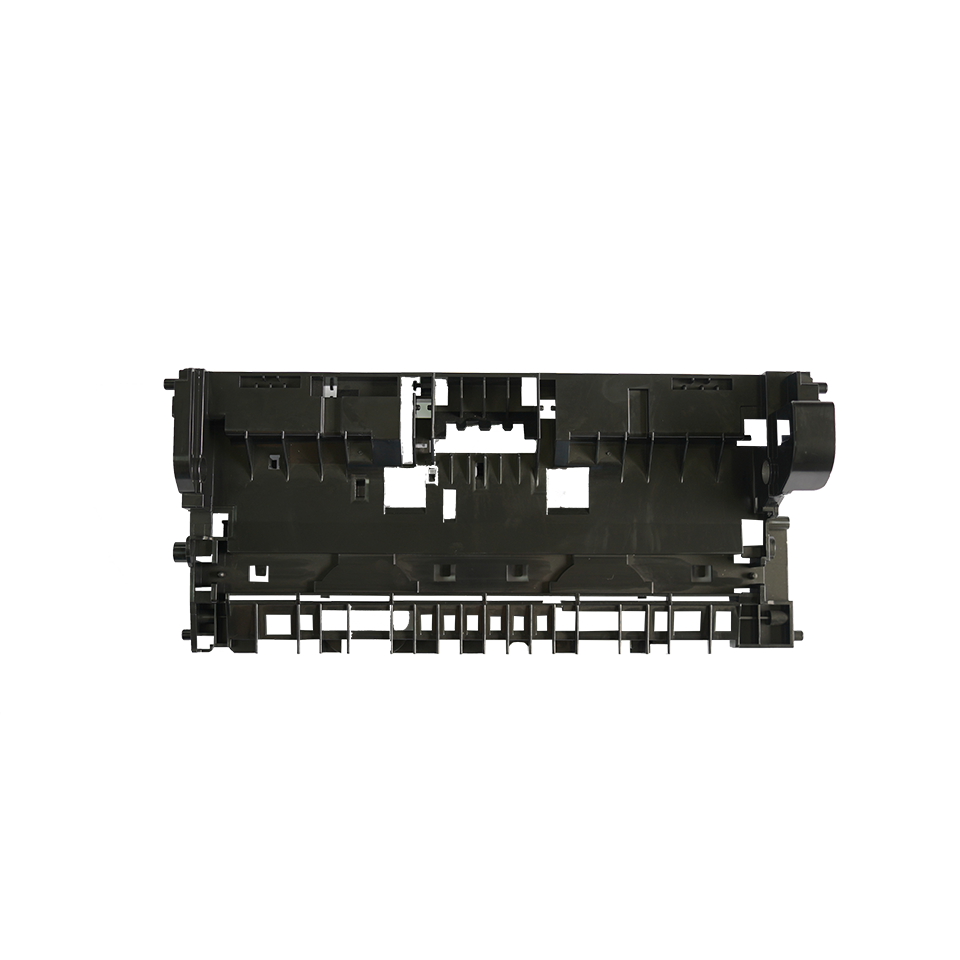
PC胶粒成型
为了提高其可塑性,所以要对生胶进行塑炼;这样,在混炼时配合剂就容易均匀分散在生胶中;同时,在压延、成型过程中也有助于提高胶料的渗透性(渗入纤维织品内)和成型流动性!将生胶的长链分子降解,形成可塑性的过程叫做塑炼。生胶塑炼的方法有机械塑炼和热塑炼两种!机械塑炼是在不太高的温度下,通过塑炼机的机械挤压和摩擦力的作用,使长链橡胶分子降解变短,由高弹性状态转变为可塑状态。热塑炼是向生胶中通入灼热的压缩空气,在热和氧的作用下,使长链分子降解变短,从而获得可塑性!
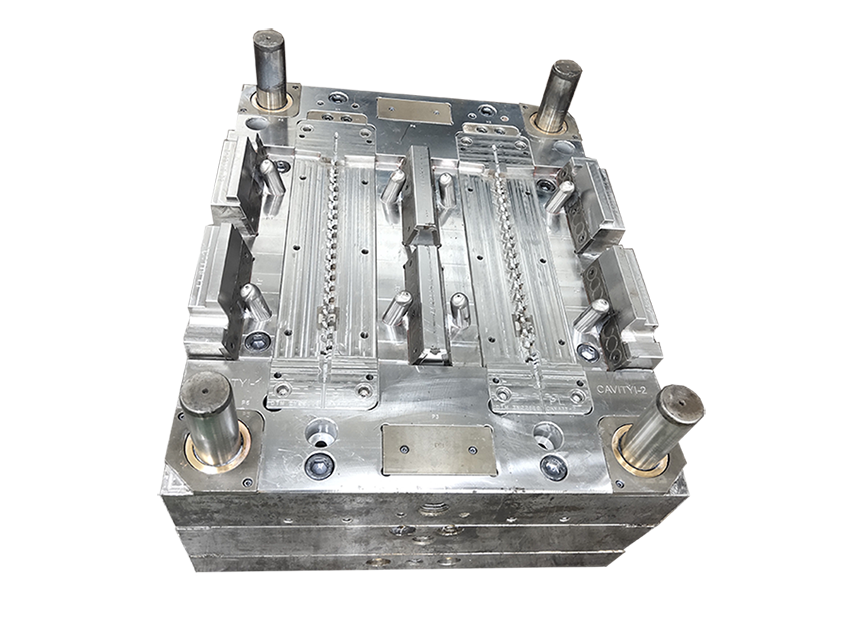
双色注塑双色注塑:是指将两种不同色泽的塑料注入同一模具的成型方法。它能使塑料出现两种不同的颜色,并能使塑件呈现有规则的图案或无规则的云纹状花色,以提高塑件的使用性和美观性.技术特点:核心料可以使用低黏度的材料来降低射出压力.从环保的考虑,核心料可以使用回收的二次料!根据不同的使用特性,如厚件成品皮层料使用软质料,核心料使用硬质料或者核心料可以使用发泡塑料来降低重量。可以利用较低质量的核心料以降低成本。
 欢迎访问珠海正扬科技实业有限公司网站
欢迎访问珠海正扬科技实业有限公司网站