
这种仪器的测量范围通常为Ra0。02~10μm,其中有少数型号的仪器还可以测定更小的参数值.仪器配有各种附件,以适应平面、内外圆柱面、圆锥面、球面、曲面、小孔、沟槽等形状的工件表面测量,测量迅速方便,且精度较高[1].粗糙度轮廓仪一体机设备技术性能:轮廓测量功能:尺寸:包含水平距离、垂直距离、线性距离、半径、直径夹角:包含水平角、垂直角、夹角位置公差:包含平行度、垂直度形状公差:包含直线度、凸度、圆弧轮廓度辅助生成:包含辅助点、辅助线、辅助圆、圆度粗糙度分析:Ra,Rq,Rz(Ry),Rz(DIN),R3z,Rz(jis),Rp,Rv,Rt,Rsk,Rsm,Rc,Rpm,Rku,Rdq,Roc,Mr1,Mr2,Rpk,Rvk,Rk,Rdc,A1,A2,R,Rx,AR,Rcp,Rmax,Rz-ISO波纹度分析:Pt,wt,wa,wp,wv,wq,wc,wku,wsk,w,wx,wz,wsm,wdc,wte,wmr,Aw,c(wmr)wmr(c),wdq主要配置:机械部分大理石工作台面气浮导轨系统方立柱系统进口光栅传感器进口光栅尺调整工作台水平调整系统回转及角度调试系统平口装夹系统校正标准件一套测针与测杆Φ2*17mm硬质合金斜测针2根Φ3*20mm金刚石测针1根Φ8*150mm测杆1根空气过滤系统电器部分电器控制系统工业计算机工控主板NORCO970工控底板NORCOPBP-14P4CPUE5500金士顿4G三代硬盘SATA1TB21″普屏液晶基于win7系统下MMD测量软件HP喷墨打印机设备技术亮点:无需转换传感器、测针;实现一次测量粗糙度、轮廓仪同时分析一次测量,可分析工件不同区域粗糙度,提高测量效率X轴采用气浮直线导轨,无磨损,精度高,寿命长Z1轴采用进口数字式光栅传感器,精度高、线性好简易的测针更换设计,一次安装,无需校正软件支持中英文一键切换支持winXP、win7系统软件标注与CAD标注一样圆弧、线自动识别支持DXF格式文件导入、导出,定制CAD格式导出支持连续标注、基准标注、支持任意插入点支持图形自由旋转及坐标自由旋转原始数据自动保存,便于多次标注镜像功能,可保存标注后文件可对X、Z1轴当前位置进行监控具有测针自动接触、自动抬起、自动回退功能可以对操作进行无限次的撤销及恢复操作捕捉开关打开时,自动生成及捕捉交点、圆心、线段中点、端点、圆弧交点、中点、切点等特征点即使在非比例放大的情况下,也能进行正常的角度、圆弧、水平、垂直、线性等标注。
8+2L)μmZ方向(H=Z轴方向测量高度)±(0!5+5H)μm示值误差±5%示值重复性±7测量重复性±3%传感器类型美国MicroE(America)分辨率0.01μmX轴直线度0!6μm/100mm分辨率0!01μm表面粗糙度是机械加工中描述表面微观形貌常用的参数,它反映的是机械零件表面的微观几何形状误差,随着机械加工行业的发展表面粗糙度测量技术也得到长足进步,特别是70年代中后期,随着微电子计算机应用的逐步普及和现代光学技术、激光应用技术的发展,使粗糙度测量技术在机械加工、光学加工、电子加工等精密加工行业中的地位显得愈发重要。
传感器的线圈与测量线路直接接入由后续装备成的平衡电桥,线圈电感量的变化使电桥失去了平衡,于是就激发输出一个和触针上下位移量大小比的电量,此时的这一电量比较微弱,不易被察觉,需要用电子装置将这一微弱电量的变化放大,再经相敏检波后,获得能表示触针位移量大小和方向的信号!信号又可分为三路:一路加载在指示表上,以表示触针的位置;一路输送至直流功率放大器,放大后推动记录器进行记录;一路经滤波和平均表放大器放大之后,进入积分计算器,进行积分计算,由指示表直接读出表面粗糙度参数值.
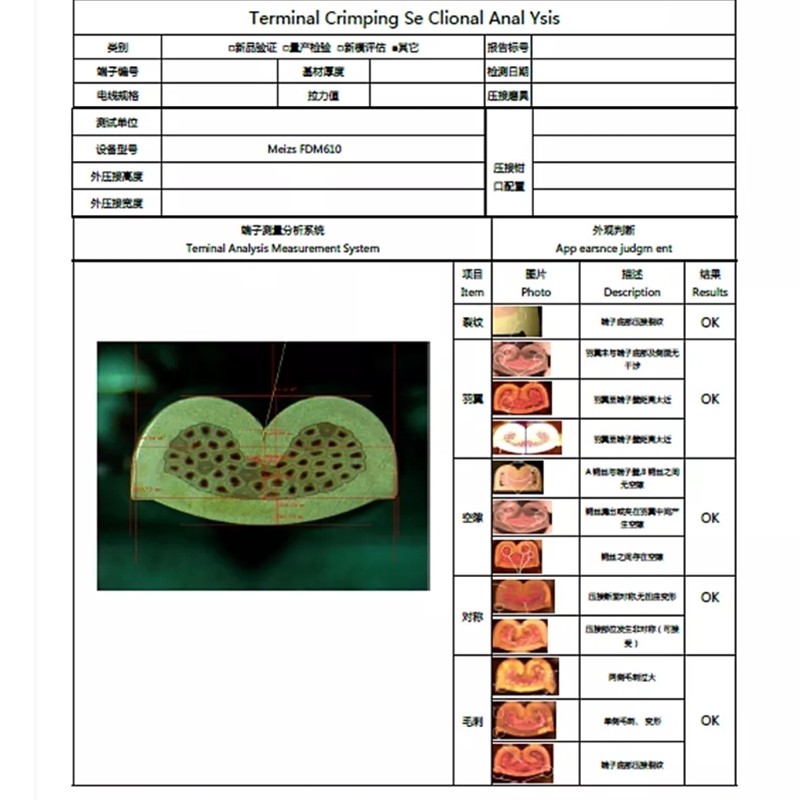
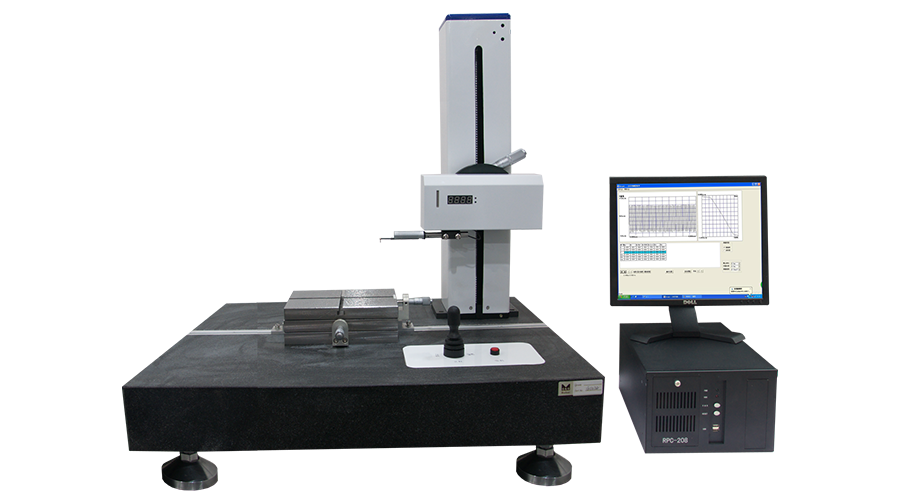
汽车零件粗糙度轮廓仪一体机
测量时将触针尖搭在加工件的被测表面上,并使针尖与被测面保持垂直接触,利用驱动装置以缓慢、均匀的速度拖动传感器.由于被测表面是一个有峰谷起伏的轮廓,所以当触针在被测表面拖动滑行时,将随着被测面的峰谷起伏而产生上下移动!此运动过程又运用杠杆原理经过支点传递给磁芯,使它同步地在电感线圈中作反向上下运动,并将运动幅度放大,从而使包围在磁芯外面的两个差动电感线圈的电感量发生变化,并将触针微小的垂直位移转换为同步成比例的电信号!
表面粗糙度轮廓仪是采用一条轮廓中线作为评定基准,借助评定参数:轮廓算术平均偏差Ra、微光不平度十点高度Rz、轮廓高度Ry、轮廓微观不平度的平均间距Sm、轮廓的单峰平均间距S、轮廓支承长度率tp等六个参数对表面质量进行评定,得到所需表面粗糙度的测试检测仪器!接触式表面粗糙度轮廓仪的工作原理触针式表面粗糙度轮廓仪由传感器、驱动箱、指示表、记录器和工作台等主要部件组成!电感传感器是轮廓仪的主要部件之一,传感器测杆一端装有触针(由于金刚石耐磨、硬度高的特点,触针多选用金刚石材质),触针的尖要求曲率半径很小,以便于反映表面情况!
 欢迎访问安徽旭泰仪器科技有限公司网站
欢迎访问安徽旭泰仪器科技有限公司网站