在场地有限的地方,采用直线形式的生产线可能场地不够,为了减少生产线占用的产地,或者当生产线长度太长时,可以按“L”形设计生产线.如果生产线按“L”形排布时仍然存在场地方面的限制,为了进一步减少生产线占用的场地,可以按“U”形设计生产线,如图3所示.采用这种形式的设计还有一个好处就是可以方便地在生产线上对工件进行幻象,以加工工件不同的表面!这种输送方式也可以用于自动化装配生产线,在上半部分输送线的上方设计各种装配工作站进行零件的装配.
还有一些场合可以采用托盘在输送线(如皮带输送线、链板输送线等)上实现零件的自动输送,零件在托盘上能够准确定位,而托盘在输送线上通过一定的机构进行准确定位,例如采用定位销对托盘进行定位!自动生产线是由自动化机器体系实现产品工艺过程的一种生产组织形式,它是在连续流水线的进一步发展的基础上形成的.加工对象自动地由一台机床传送到另一台机床,并由机床自动地进行加工、装卸、检验等;工人的任务仅是调整、监督和管理自动线,不参加直接操作;所有的机器设备都按统一的节拍运转,生产过程是高度连续的.
由于随行夹具需要循环使用,所以这种自动化加工生产线通常都是首尾封闭的.通过输送系统将各台机械加工工作站连接在一起,原始零件(未加工的零件)从生产线的一端进入,在一台工作站上完成加工后再由输送系统输送到相邻的下一台工作站,没一台工作站完成不同的加工工序,经过一台工作站后得到完成全部加工工序的零件。在生产线上可能还有部分检测工作站,用于对工件加工过程中的加工质量进行自动检测!此外还可能有部分人工操作的工作站,用于代替技术上极难实现自动化加工活在成本上不经济的自动化加工工序!
更改生产线
由于这种生产线上经常需要采用重复使用的随行夹具,为了避免随行夹具运输商的麻烦,生产线按矩形设计就可以很方便地实现随行夹具的自动循环,同时还可以设计专门的清洗工作站对随行夹具进行清洗,保证重复使用的随行夹具符合使用要求。直接将随行夹具固定连接在输送线上(长久的就是固定在链条输送线的链条上),随行夹具始终与链条一起在输送线的上下两部分直接循环.在上班部分输送线的上方设计各种加工工作站进行零件的加工,输送线的下半部分则将随行夹具送回到上方供反复循环使用.
高品质更改生产线
如果您想咨询生产线更多信息,请致电德康:13330948872;珍惜与每个对生产线有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,四川蓉诺科技有限公司详细地址:四川省成都市新都区新都镇金泰路201号。
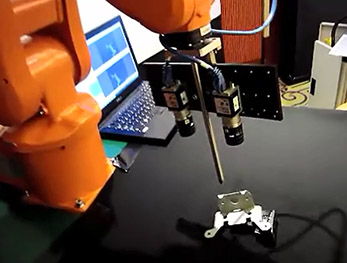
由于零件的机械加工通常都要求较高的加工精度,对零件的定位精度自然要求较高,因此零件的自动输送采用一种专用的夹具——随行夹具来输送!随行夹具不仅可以对待加工的零件进行准确的定位,还可以移动、定位及在加工工作站上夹紧!由于零件可以在随行夹具上的定位,还可以移动、定位及在加工工作站上准确定位,因而可以确保零件相对于加工刀具的准确定位!由由于随行夹具需要循环使用,所以这种自动化加工生产线通常都是首尾封闭的.
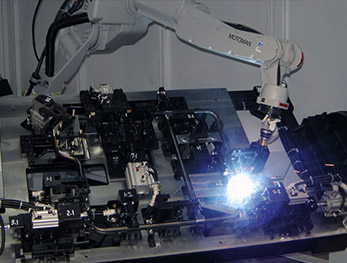
根据制造行业及工艺上的区别,自动化生产线具有很多类型,例如自动化机械加工生产线、自动化装配生产线、自动化喷涂生产线、自动化焊接生产线、自动化电镀生产线等.其中典型的是以下两种:一种为自动化机械加工生产线,用于机械零件加工行业;另一种为自动化装配生产线,用于各种产品的后期装配生产.自动化机械加工生产线主要从事零件的铣削、钻孔及其他类似的回转切削加工工序,主要应用与以下零件加工场合:·零件大批量生产·零件设计成熟·长期生产·需要多种加工工序才有用自动化机械加工生产线就可以显示出它的巨大优越性。
 欢迎访问四川蓉诺科技有限公司网站
欢迎访问四川蓉诺科技有限公司网站