锻造设备的模具运动与自由度是不一致的,根据下死点变形限制特点,锻造设备可分为下述四种形式:限制锻造力形式:油压直接驱动滑块的油压机。准冲程限制方式:油压驱动曲柄连杆机构的油压机。冲程限制方式:曲柄、连杆和楔机构驱动滑块的机械式压力机.重型航空模锻液压机进行热试重型航空模锻液压机进行热试能量限制方式:利用螺旋机构的螺旋和磨擦压力机!为了获得高的精度应注意防止下死点处过载,控制速度和模具位置!因为这些都会对锻件公差、形状精度和锻模寿命有影响.
[5]例如,辊锻可以作为有效的预成形工艺,大幅降低后续的成形压力;楔横轧可以生产钢球、传动轴等零件;径向锻造则可以生产大型的炮筒、台阶轴等锻件!特种锻造!特种锻造包括辊锻、楔横轧、径向锻造、液态模锻等锻造方式[5],这些方式都比较适用于生产某些特殊形状的零件![5]例如,辊锻可以作为有效的预成形工艺,大幅降低后续的成形压力;楔横轧可以生产钢球、传动轴等零件;径向锻造则可以生产大型的炮筒、台阶轴等锻件!
我们推荐锻件生产
高品质锻件生产
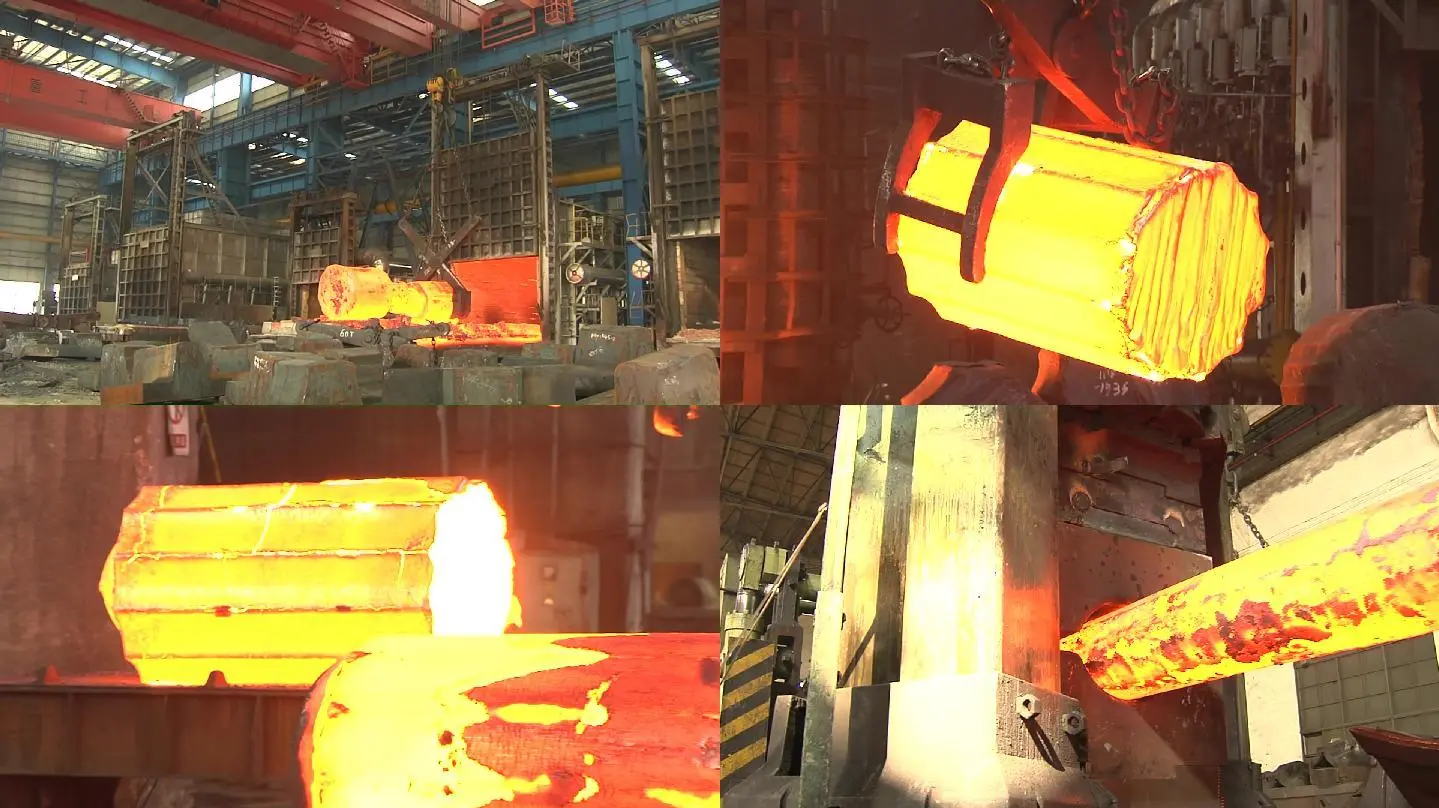
锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一!通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件!相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。钢的开始再结晶温度约为727℃,但普遍采用800℃作为划分线,高于800℃的是热锻;在300~800℃之间称为温锻或半热锻,在室温下进行锻造的称为冷锻!
锻件生产
用一道工序或几道工序就可能完成复杂锻件的精加工.由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少!但是,应注意不能使坯料完全受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻模的磨损!碾环.碾环是指通过专用设备碾环机生产不同直径的环形零件,也用来生产汽车轮毂、火车车轮等轮形零件![5]特种锻造.特种锻造包括辊锻、楔横轧、径向锻造、液态模锻等锻造方式[5],这些方式都比较适用于生产某些特殊形状的零件!
摆辗、摆旋锻和辗环也可用精锻加工.为了提高材料的利用率,辊锻和横轧可用作细长材料的前道工序加工.与自由锻一样的旋转锻造也是局部成形的,它的优点是与锻件尺寸相比,锻造力较小情况下也可实现形成!包括自由锻在内的这种锻造方式,加工时材料从模具面附近向自由表面扩展,因此,很难保证精度,所以,将锻模的运动方向和旋锻工序用计算机控制,就可用较低的锻造力获得形状复杂、精度高的产品,例如生产品种多、尺寸大的汽轮机叶片等锻件!对于前者,应运用历史唯物主义观点加以分析。人类社会的发展从来不是一条直线,哪一个阶段都会有矛盾。今天的中国并非尽善尽美,改革开放也不可能一蹴而就,但中国的发展振兴、中华民族的伟大复兴是大势所趋,任何力量也阻挡不了。我国现阶段的问题大都是发展中、前进中的问题,只有也一定能通过深化改革开放来解决。我们决不能妄自菲薄、自乱阵脚,在犹豫徘徊中错失机遇、断送前程。惟有增强忧患意识、责任意识,敢于正视矛盾,积极解决问题,才能拥有光明的前途和美好的未来。
 欢迎访问石家庄市金环锻造有限公司网站
欢迎访问石家庄市金环锻造有限公司网站