自动化由机床、机械手、夹具、刀具组成.自动化做为制造系统的辅助环节,在提高制造系统的整体效率、提高工艺安全性、改善产品质量、降低工人劳动强度、以达到低的单件成本,在未来起着至关重要的作用!自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、医疗、服务和家庭等方面!采用自动生产线提高劳动生产率,增强人类认识世界和改造世界的能力!目前自动化生产线在加工制造业中的优点日趋鲜明,众多的生产厂家慢慢开始加大对机器人自动化生产线的投入。
在场地有限的地方,采用直线形式的生产线可能场地不够,为了减少生产线占用的产地,或者当生产线长度太长时,可以按“L”形设计生产线。如果生产线按“L”形排布时仍然存在场地方面的限制,为了进一步减少生产线占用的场地,可以按“U”形设计生产线,如图3所示.采用这种形式的设计还有一个好处就是可以方便地在生产线上对工件进行幻象,以加工工件不同的表面!这种输送方式也可以用于自动化装配生产线,在上半部分输送线的上方设计各种装配工作站进行零件的装配!
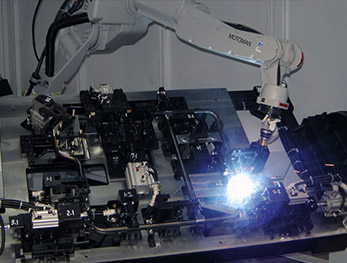
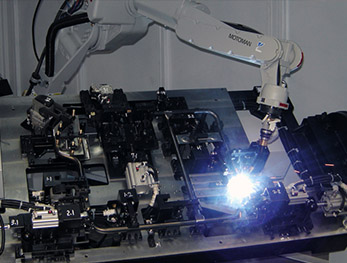
根据制造行业及工艺上的区别,自动化生产线具有很多类型,例如自动化机械加工生产线、自动化装配生产线、自动化喷涂生产线、自动化焊接生产线、自动化电镀生产线等!其中典型的是以下两种:一种为自动化机械加工生产线,用于机械零件加工行业;另一种为自动化装配生产线,用于各种产品的后期装配生产!自动化机械加工生产线主要从事零件的铣削、钻孔及其他类似的回转切削加工工序,主要应用与以下零件加工场合:·零件大批量生产·零件设计成熟·长期生产·需要多种加工工序才有用自动化机械加工生产线就可以显示出它的巨大优越性.
高品质自动生产线
由于这种生产线上经常需要采用重复使用的随行夹具,为了避免随行夹具运输商的麻烦,生产线按矩形设计就可以很方便地实现随行夹具的自动循环,同时还可以设计专门的清洗工作站对随行夹具进行清洗,保证重复使用的随行夹具符合使用要求。直接将随行夹具固定连接在输送线上(长久的就是固定在链条输送线的链条上),随行夹具始终与链条一起在输送线的上下两部分直接循环!在上班部分输送线的上方设计各种加工工作站进行零件的加工,输送线的下半部分则将随行夹具送回到上方供反复循环使用!
找自动生产线
由于零件的机械加工通常都要求较高的加工精度,对零件的定位精度自然要求较高,因此零件的自动输送采用一种专用的夹具——随行夹具来输送!随行夹具不仅可以对待加工的零件进行准确的定位,还可以移动、定位及在加工工作站上夹紧!由于零件可以在随行夹具上的定位,还可以移动、定位及在加工工作站上准确定位,因而可以确保零件相对于加工刀具的准确定位!由由于随行夹具需要循环使用,所以这种自动化加工生产线通常都是首尾封闭的。

正宗自动生产线
四川蓉诺科技有限公司坐落于四川省成都市新都区新都镇金泰路201号,是四川成都新都区知名企业,公司业务联系人德康:13330948872, 期待您的来电咨询更多关于生产线相关信息!
例如:很低的人工成本、很低的制造成本、零件制造周期短、占用场地少等!在自动化机械加工生产线中,根据生产线结构形式的区别可以分为以下两种类型:·未设置内部零件存储缓存区的自动化机械加工生产线·设置内部零件存储缓存区的自动化机械加工生产线上述两类自动化机械加工生产线的节拍原理存在较大的区别,本文主要介绍未设置内部零件存储缓冲区的自动化机械加工生产线结构组成及节拍原理.自动化加工生产线通常可以采用多种结构形式!
还有一些场合可以采用托盘在输送线(如皮带输送线、链板输送线等)上实现零件的自动输送,零件在托盘上能够准确定位,而托盘在输送线上通过一定的机构进行准确定位,例如采用定位销对托盘进行定位.自动生产线是由自动化机器体系实现产品工艺过程的一种生产组织形式,它是在连续流水线的进一步发展的基础上形成的.加工对象自动地由一台机床传送到另一台机床,并由机床自动地进行加工、装卸、检验等;工人的任务仅是调整、监督和管理自动线,不参加直接操作;所有的机器设备都按统一的节拍运转,生产过程是高度连续的!
 欢迎访问四川蓉诺科技有限公司网站
欢迎访问四川蓉诺科技有限公司网站