蚀刻制作蚀刻前用红胶将定位孔粘贴密封并用红胶将板四边包缚密封,防止药水渗进。蚀刻前必须采用1200C烘烤20分钟,冷却后才可蚀刻。返工作业时必须按蚀刻前的板边、板面进行保护处理防止退膜药水渗入。蚀刻按正常的操作规范进行作业!注意放板时铜箔面向下,蚀刻前必须做好表面的活化处理保证一次蚀刻良好。铝基板(25PNL以下)隔牛皮纸水平放置于L形周转车上,进行搬运作业;批量铝基板(25PNL以上)板间采用牛皮纸隔离,整齐竖直靠放于L形周转车上,进行搬运作业.
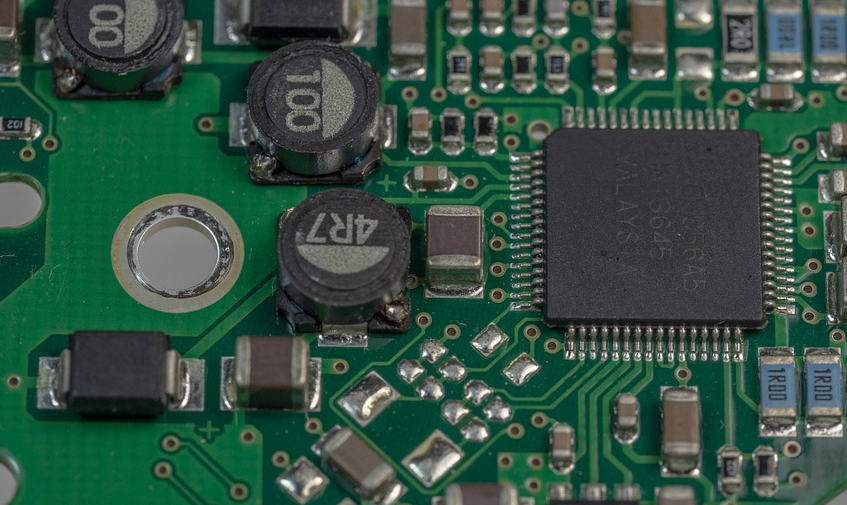
铝基板的优势符合Rohs要求更适应与SMT工艺在电路设计方案中对热扩散进行极为有小的处理,从而降低模块运行温度,延长使用寿命,提高功率密度和可靠性减少散热器和其他硬件﹙包括热界面材料﹚的装配,缩小产品体积,降低硬件及装配成本;将功率电路和控制电路优化组合取代易碎的陶瓷基板,获得更好的机械耐久力丝印可剥兰胶印刷前必须将台面清洁干净,将兰胶手动搅拌5分钟充分,静止在20分钟以上,根据板数量加及相应的兰胶用量,不可添加稀释剂!
正宗西安铝基板
如果您想了解铝基板更多信息,请致电 先生:13825484511,或者您直接到我们公司总部一起交流研讨,地址:成都市武侯区武科东二路460号7栋9楼910号,我们期待您的致电或来访。
找西安铝基板
印刷前选择相应的网版,检查网版不能有破损,网目不能有堵塞,张力是否足够,网版是否有脱胶缺陷,检查刮胶刀口不能有缺口、脏物,刮胶不要弯曲,必要时更换新的网版和刮胶!印刷前封网,网边到板边距离在4MM之内,印刷时手指不能触摸到板内!印刷过程中采用分次印刷,第一次印刷刀数控制在3-5刀之间,固化的条件130℃*5MIN,第二次印刷刀数在刀数在4-6刀,固化的条件130℃*20MIN!印刷后检验,兰胶膜面平整(无刮痕)、颜色(厚度)均匀、无气泡、砂眼.
印刷完成的铝基板必须静止10分钟以上才可放入烘箱中固化!线路制作A.前处理、湿膜印刷、预烘、曝光显影、线路检验按正常的单面板进行作业,保证铜面清洁!B.铝面兰胶检查、板边、板面处理:板面兰胶检查:不可有气泡、砂眼、刮伤、裂纹、老化,所有异常现象都必须用红胶补封处理。C.板边兰胶密封性检查:兰胶不可起翘、松脱及夹有残液,出现异常现象时首先需用无尘纸将膜下铝基面的残液吸干;属轻微起翘、松脱未超过板工艺边(未进入成型区)可将兰胶抚平直接用红胶加封;属严重起翘、松脱进入成型区须将兰胶撕去重新丝印兰胶.
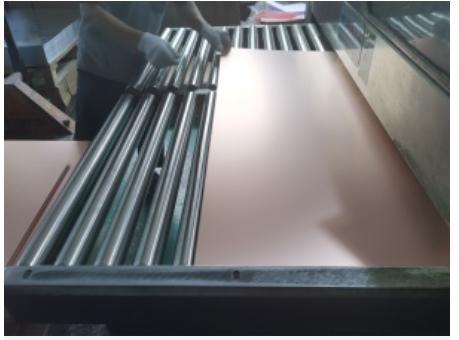
如有异常及时与供应商沟通并进行更换处理。铝基板进库后,仓库管理员必须将铝基板整齐竖直靠放,减少板面之间的檫划,严禁水平堆放,搬运过程中严禁裸手作业,严禁水渍、废液玷污板面.下料领料时带干净的手套搬运作业,具体搬运动作见上,并检查板面状况,如有异常及时与仓库进行更换。开料前,首先清洁开料机的台面,不允许有硬物、水渍、残液、胶渍开料后板竖直斜靠放置,板与板之间隔纸避免划伤。磨边、倒角、斜边▶磨边:双手持板将板竖直放在磨边机的磨带上(水平托盘处)逆着磨带方向拖动,磨边时间为5-10秒。
 欢迎访问四川深亚电子科技有限公司网站
欢迎访问四川深亚电子科技有限公司网站