如果大家超过3天不使用中心孔磨床,新日机床的小编则建议大家及时将工作台清理干净,同时做好除油防锈工作,以免出现生锈腐蚀等情况.在使用中心孔磨床的过程中,每周都要对其进行检查,检查磨床导轨的润滑状况!如果出现润滑不恰当的情况,一定要及时根据实际情况进行调整,以免让设备出现故障!每隔半个月就需要清理中心孔研磨机的冷却水箱,同时每隔3-6个月要根据实际情况更换中心孔磨床的机床导轨润滑油,还要对润滑油的油池以及油泵的过滤网进行定期清理.
该方法需增加模具设计难度,目前应用并不广泛!其他方法去毛刺!用电化学反应原理,对金属材料制成的零件自动地、有选择地完成去毛刺作业!适用于难于去除的内部毛刺、热处理后和精加工的零件!我们都知道要想让中心孔研磨机长久的保持良好运行离不开悉心的维护保养,但是很多用户不知道该从哪些方面保养中心孔磨床,因此小编就想给大家详细分享下它的保养小秘诀,我们一起来看下吧!每次使用完中心孔磨研磨机以后都要及时清理掉工作台上面以及周边的垃圾,还要检查设备四周有无漏水或漏油等情况的出现!
适用大批量刚度好的平板类零件及具有较小压凸、压窝的成形工件的光饰光整加工,处理效果好.缺点是对生产车间产生大量的污染和很大的噪声,小孔、齿部和异形凹槽处的毛刺很难去掉。另外需要注意的是,磨料种类的选择以及每锅放入零件和磨料的数量,直接影响着零件去毛刺的效果.磁力研磨机去毛刺.磁力研磨机是在传统振动法研磨机的不足和缺陷上进行改革,使零件内孔、死角、细小夹缝处起到明显较好的抛光研磨去除毛刺的效果!采用不锈钢磁针作为磨料,消耗极低,通过磁场力量传至不锈钢磨针使工件作高频率旋转运动,最终达到精密工件快速去除毛刺、污垢的效果!
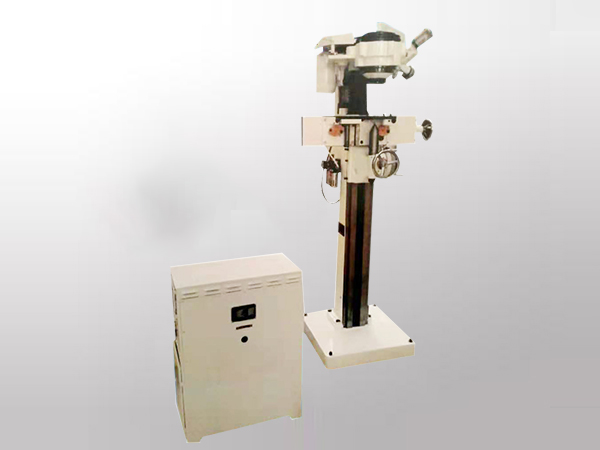
高精密研磨机
新乡鸣瑞机床制造有限公司在数控机床这个行业中,是一家屈指可数的好公司。其主营的产品——研磨机,更是在业界中受到广大客户的喜爱。
自动去毛刺机去毛刺!自动去毛刺机的特点有磨料刷弹性磨削,对工件边缘(孔)有较大的切削力,对平面作用力很小,故可自动选择性去除工件边缘毛刺而不影响工件的原有尺寸精度!并且选用磁性输送机构可以加工很小的零件,因此可以保证高品质加工效率,自动化程度高.但设备初期投入高,适合大批量生产。模具内去毛刺!部分孔内毛刺的去除,可以选用此方法.具体的实现方式为在模具的下模板上设置有去毛刺工位,去毛刺工位内安装有去毛刺小冲头,小冲头带有圆角,在冲压的同时,可完成去毛刺工作。
靠人工使用钢丝刷、锉刀、刮刀等工具清除毛刺,劳动强度大,效率低、成本高,只适用于单件小批量生产的精冲件.但该方法灵活,不受场地与设备限制,几乎任何精冲件都可使用。砂带磨床去毛刺!效率低,操作环境差。主要缺点是只能去除零件表面的毛刺,不能达到工件表面的粗糙度、光洁度要求!振动法去毛刺!利用惯性激振器(振动电机)产生的振动偏差,使机器在三维面内运动,从而使工件与磨料沿一个方向运转,互相摩擦,达到处理表面的效果.
机床特点:1)强度铸铁床身,减少加工时振动及变形,确保加工精度!2)高精度轴承,保证机床刚性及精度!3)上下盘及内环采用三个可调驱动电机.4)气动控制,实现初压、主压、精压三阶段压力任意调整和自动转换。5)数字化尺寸控制系统,实现加工件的在线测量!6)伺服驱动内环旋转,便于半自动上下料.7)触摸屏控制界面,方便、快捷.8)高精度的CBN砂轮研磨,备有砂轮修整环!9)恒温冷却过滤系统,确保磨盘不变形,提升加工精度.
对于中小型精密工件去毛刺、去飞边、倒角、除锈、去氧化皮、去除加工纹痕、抛光、精抛光、镜面抛光等性能显著提高,可取代或超越昂贵的进口去毛刺抛光设备,国内众多生产型企业直接受益!因为精冲件毛刺种类和精冲件形态的不同,去除毛刺的方法当然也是不同的,主要有手工去毛刺、砂带磨床去毛刺及振动法去毛刺等等。下面内容是精冲件去毛刺机厂家--万创(苏州)智能装备介绍精冲件去毛刺常用的方法.精冲件去毛刺常用的方法手工去毛刺!
如果您想了解研磨机更多信息,请致电 经理:18937361561,或者您直接到我们公司总部一起交流研讨,地址:新乡市南环与李村工业路向南2000米向西300米路南,我们期待您的致电或来访。
 欢迎访问新乡鸣瑞机床制造有限公司网站
欢迎访问新乡鸣瑞机床制造有限公司网站