






由于采用液压双驱动,驱动同步容易实现,浓缩机底部堆积的材料增厚或低流浓度增大时,耙子的工作阻力矩也增大,液压驱动的油路油压也增大。液压耙装置通过液压传感器控制耙升降,电子控制同时发出声光信号,使耙信号的提取更加准确可靠.该浓缩机将混合液直接给入到浓缩机压缩区,将沉降与深层过滤相结合,在池的内部形成滤床层,后续给入的混合液中未絮凝的细小颗粒随着水流上升,途径滤床层时与滤床层的颗粒碰撞,其中颗粒的上升动能被损耗,与其他细小颗粒结合在一起在重力作用下沉降,即国外某些浆中所谓的“毯式沉降”,从而将固体颗粒与液体分离!
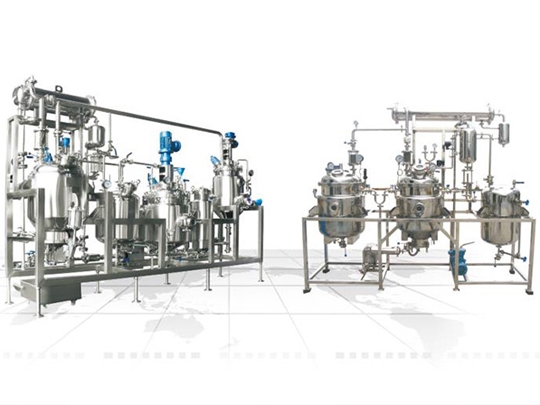
1∶回收能力大,采用真空浓缩流程.比老型同类设备提高了5-10倍,降低能耗,具有投资小,回收效益高的特点!2∶本身采用外加热自然型循环式与真空负压蒸发方式,蒸发速度快,浓缩比重可达1∶3;液料在全密封状态无泡沫浓缩,本设备浓缩出来的液料,具有无污染,药味浓的特点,而且清洗方便(打开加热器的上下盖即可进行清洗)!本设备操作简单,占地面积小!加热器,蒸发器采用不锈钢保温结构,保温采用聚氨发泡,外表面磨砂哑光出来,符合GMP标准.
高品质佳木斯浓缩设备生产厂家
在浓缩机靶架运行时,耙架总是连续运行,不受耙架过程的影响,絮凝能力强,自动控制系统灵活,应用广泛应用范围编辑语音浓缩设备(浓缩设备)广泛应用于冶金、矿山、煤炭、化工、建材、环保等部门的矿泥、废水、废渣处理,对提高回水利用率和底流输送浓度和环保具有重要意义!主要分类编辑语音中心传动式中心传动式浓缩机,主要用于选矿过程中湿选精矿的脱水处理系,用于脱水阶段浓缩.一般安装在精选和过滤设备之间,有时作为精选前的脱水,也可用于化工和煤厂的脱水工作中心传动浓缩机的性能特点:采用减速机和蜗轮传动,传动力矩大,效率高,设置力矩保护装置,安全使用当负荷过大时,水下刮泥系统可以手动(或电动)升起,然后逐渐降低,污泥可以逐步刮除集泥坑用小刮板搅拌刮泥,排泥,不堵塞中心传动浓缩机主要由浓缩池、平板电脑、传动装置、平板电脑提升装置、供给装置、排出装置和信号安全装置等构成.
我们推荐佳木斯浓缩设备生产厂家
该机采用两台蜗轮蜗杆减速机通过两个齿轮,驱动带内圈的旋转支撑,通过旋转笼旋转目标架!该机的布料方式采用下部深层布料,即使细粒混合物直接进入压缩区的上部,此时密集粒子之间的冲突减少了能量,使细粒子下降而不浮起,提高了底流的浓度,取得了清洁的溢流水的双向水平切向螺旋进给水力学设计,将矿浆分为两股流量相等,但回转方向相反的浆流,进给动力因两股浆流相交而消耗,搅拌消耗!将絮凝状的矿浆给入下部,会形成一定厚度的絮团过滤层,它可对上升水流携带的细粒物料进行有效的过滤.
正宗佳木斯浓缩设备生产厂家
中心传动式浓缩机工作的主要特点是在待浓缩的矿浆中添加一定量的凝集剂,使矿浆中的矿粒形成凝集团,加快沉降速度,达到提高浓缩效率的目的中心传动浓缩机主要是中小规格,主要是引进。随着科学技术的发展,应用规模的扩大,各种型号、规格和先进的中心传动浓缩机相继出现!该浓缩机采用液压电机通过齿轮驱动带的旋转支承,驱动传动轴旋转耙齿!旋转支承内圈用高强度螺栓固定在传动箱内的轴承座上,因此通常不会因扭矩过大而偏离搅拌中心!东北制药集团有限责任公司(以下简称东北制药)创建于1946年,是中国化学制药工业的摇篮,现已成为我国最大的以化学合成为主、兼有生物发酵和制剂产品的综合性制药工业企业之一,也是中国医药产品重要的生产和出口基地。 东北制药具备强大的生产能力,企业技术装备先进,主导产品的各项经济技术指标均处于国际、国内先进水平。该公司拥有全球最大的单条万吨级维生素C生产线以及享有自主知识产权的全化学合成黄连素等产品,硫糖铝、金刚烷胺和金刚乙胺三个产品顺利通过了美国FDA认证检查。 通过实施观念创新、思维创新、制度创新、技术创新和管理创新,东北制药初步形成了独具特色的企业创新理论指导体系。经过多年的实践,该公司在维生素C生产过程中从发酵、提取、转化、精制等流程着手,大胆进行新工艺、新技术、新设备的研究创新,自发研制了两步发酵法和碱转化新工艺,填补了国内空白。 在万吨级维生素C生产装置的实际应用中,该公司设计采用了300立方米气升式发酵罐,为国内首创;同时引进了具有世界先进水平的超滤装置,并采用先进的连续式流程和渗析半连续组合工艺。此外,东北制药还配备有自动化程度较高的生产装备,其生产连续性好,高效节能,总体形成了较为先进的技术新格局。经专家鉴定:东北制药的万吨维生素C新工艺和工业化技术水平在发酵法生产维生素C领域处于国际先进水平,该工艺使维生素C总收率提高了近25%、制造成本降低了67%,实现了维生素C生产的规模生产效益。 截至目前,东北制药先后有大批科研成果多次荣获国家发明奖、国家科技进步奖,其主导产品———磷霉素钠先后获得国家科技成果奖、辽宁省科技进步奖;其研制的国家一类新药“整肠生”是国际首创的活菌制剂,先后荣获国家发明奖、全军科技进步一等奖、辽宁省名牌产品等27项大奖。目前,该公司拥有10多个在全球排名前三位的产品群,其维生素B1和磷霉素钠的国内市场占有率分别为86%和96%。
 欢迎访问河南金杰机械制造有限公司网站
欢迎访问河南金杰机械制造有限公司网站





