

蜗轮蜗杆作为机械零件的一部分常常用到。起到转换受力方向和改变传动速度的作用.我公司生产采用的加工设备是生产的产品精度进一步提升,生产效率方面也大大提高。我们有自己的铸铜设备,生产涡轮皆用的是9-10-1等耐磨性比较高,抗冲击能力比较强的铜材。然而也是因为蜗轮蜗杆的冲突传动方法,也造成了蜗轮蜗杆的传动效率相对齿轮传动要低许多。不过要注意的一点是,不是一切的蜗轮传动都具有很好的自锁功用,蜗轮的自锁功用要达到一定的速比才能完成!
自从数控车床应用到实践出产中后,蜗轮蜗杆的出产功率不仅得到了进步,而且加工的精度也得到了确保。在数控车床上加工蜗轮蜗杆存在必定的难度,需求对加工的深度以及切削刀的程度进行准确的把握,防止在加工进程中或许呈现的扎刀现象。在规划工艺时,主程序需求从起刀点方位进行,别的加工蜗轮蜗杆的进程中还需求其他子程序的调用,整个进程的完整性才干得到确保!一般在粗车完结之后再进行精车,车床转速选为10RPM,加工进程中需求对轴向齿厚精度和齿侧外表粗糙度进行确认;左右切削法粗车完结之后,可以在两边齿侧距离刀刃之间看到赶刀刃的间隙!
我们推荐北京蜗轮蜗杆计算
这和导程角有关,即小速比的蜗轮蜗杆自锁功用就不那么理想。佳自锁功用的蜗轮蜗杆为单头蜗杆,双头蜗杆以上减速机都不具有自锁功用,因为蜗杆与蜗轮啮合的螺旋升角比较大所以不具有自锁功能。蜗轮蜗杆是减速机的重要零部件,一般情况下,蜗杆为主动轮,材料是密度大的合金钢,不易磨损;蜗轮为从动轮,材料为青铜的。蜗轮用青铜是因为青铜有润滑作用,有利于减小摩擦;且青铜质地比较软,一般蜗杆的材料都比蜗轮硬,蜗轮是被动轮,蜗杆是主动轮一般都与电机相连,万一设备发生故障不能转动,电机可以通过蜗杆把质地软的蜗软损坏,来保护电机不被烧坏!
北京蜗轮蜗杆计算
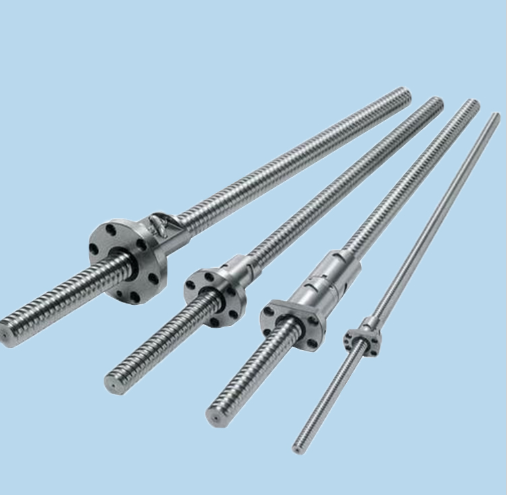
制造蜗轮副的材料组合首先要求有优良的减摩性,此外还要求一定的强度!在滑动速度较高的重要传动中,蜗轮材料通常采用铸锡青铜ZQSn10-1和ZQSn6-6-3,铸铝铁青铜ZQAl9-4和ZQAl10-3-5的抗胶合能力较差,不宜用于滑动速度大于6m/s的场合.在滑动速度较低(小于2m/s)的传动中,可采用HT15-33到HT20-40的灰铸铁!蜗杆材料主要为碳素钢或合金钢,比如12CrNi3A、18CrMnTi、20CrMnTi、20Cr、20CrV等(渗碳淬火到HRC58~63),也可用A40、440Cr及40CrNi等(淬硬到HRC45~55)。
佛山市畅馨精工科技有限公司,位于广东省佛山市南海区平洲镇平南顺利市场顺三大道。公司主营蜗轮行业,如何了解{推广产品}产品信息详情请拔打热线:18688291870林虎。
精车起刀点的确认,可以根据对刀的差错进行必定程度的调整,防止空走刀现象的呈现!在精加工主程序定位之后,严厉按照相关图样的要求,对蜗轮蜗杆的左侧面进行加工!假如主程序需求进行二次定位,要确保蜗轮蜗杆齿厚度和右侧面粗糙度的要求!别的,添加切削液可在必定程度上进步切削加工功率,改善齿面加工质量。蜗轮蜗杆减速机中当蜗杆螺旋角较小时,如单头蜗杆,在蜗杆停止滚动时,蜗轮给蜗杆一个反向滑力,不能使蜗杆反向滚动,这种现象叫蜗杆自锁! “A/C双摆角数控万能铣头”课题:由齐齐哈尔二机床集团有限公司承担,合作单位是哈尔滨工业大学。课题组开展了大扭矩高精度双摆角铣头的设计分析技术、大扭矩高精度双摆角铣头制造技术、大扭矩高精度双摆角铣头驱动控制技术等技术研究和攻关,试制出2台功率为40kW的机械传动A/C双摆角数控万能铣头(1台为蜗轮蜗杆传动,1台为齿轮传动),1台功率为30kW的电主抽A/C双摆角数控万能铣头,3台样品通过国家检测机构的测试,达到项目合同书技术指标要求,并在数控落地镗床和数控龙门镗铣床等主机上进行了试验和验证。专家认为:双摆角数控万能铣头是5轴联动数控机床的核心关键部件之一,目前主要依靠进口。大功率双摆角数控万能铣头国内也有几家企业研制,专家希望在提高可靠性的基础上,进一步加强国产大功率万能铣头的推广应用。
 欢迎访问佛山市畅馨精工科技有限公司网站
欢迎访问佛山市畅馨精工科技有限公司网站