


因此,丝杆具有高度耐磨损性,当与CJ螺母配合使用时,可以获得极其平滑的运动效果疲劳寿命更可提高30%.螺纹的齿面粗糙度可达到磨削效果,并可避免磨削时容易出现的波纹、齿面烧伤等缺陷,液压后的螺纹齿面经过抛光和表面处理,更有利于延长产品的工作寿命和运动的柔顺性。滚轧工艺是宜人化的工艺,对生产现场的环境污染很小,远远低于其它切削加工.把多机多工序的加工变为一机一次成形,降低了能耗,易于实现自动化!同批产品尺寸一致性,互换性好,便于成批量装配.
我们的质量方针是:质量,顾客至上,持续改进,发展!轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比)!
刀盘的旋转轴线按照工件的螺纹升角及旋向倾斜一个角度β!加工时,工件以低速旋转,刀盘以高速旋转,并与工件同向旋转,工件每转360°,旋风头纵向进给一个相应导程,从而铣削出螺纹!刀盘上有多把成形刀,但只能依次有一把刀参与铣削,切削的余量由每把刀合理分配,切削厚度的渐进式变化使切削力减少,而偏心量e使尚未进入切削区的刀具有充分的散热时间,大大提高刀具使用寿命,提高加工的质量。畅馨公司在参考国内外旋风铣削技术基础上,研发制造一种新型旋风铣削头(发明专利号2008100723880)在进一步提效率、节能、光洁度及精度等方面能更具有特色,效率:传统加工方式在丝杆车床上单刀挑牙(重切削)每次切削量很大,很容易造成工件应力变形,而旋风铣削是高速多刀铣削,每把刀切削量很小,切削是逗号形状的切削抗力很小,在切削过程中的受力变形显著减少,有利于提高加工精度,高速切削时,95%-98%的切削热都由切削带走传入工件的切削热很小,加式表面受热时间短,切削温度低,因此热影响区及程度很微小,有利于获得低损伤的表面结构状态和保持良好的表面物理性能,获得很高的表面光整性,表面光洁度接近甚至相等于磨削效果。
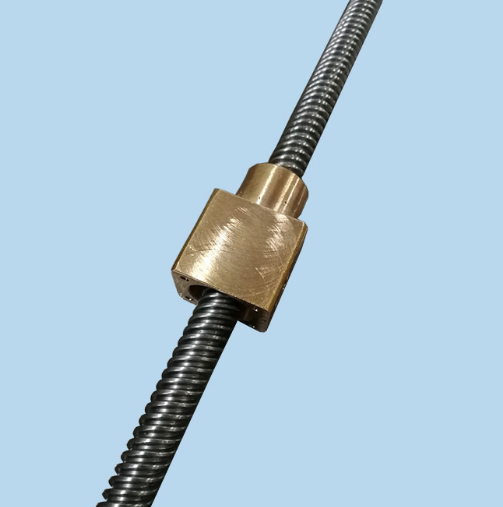
而的产品尽管价格让人心疼,但是心疼一时开心一世!做梯形丝杆常用的材料一般为碳钢和不锈钢两种.碳钢常用的有45钢、40Cr、非调质钢等不锈钢常用的有2Cr1SUS20SUS30SUS30SUS30SUS30SUS316L等材质!做螺母常用的材质有黄铜、锡青铜、铝青铜、球墨铸铁、赛钢、尼龙、锌基耐磨合金等材料!其实好多工况丝杆不调质的情况下已经很耐用了,因为所用的螺母材质的硬度基本上都比丝杆软,正常使用螺母磨损比较快。
佛山市畅馨精工科技有限公司是一家有着10年专业经验的梯形丝杆生产厂家,公司对产品品质的期望一直非常高!以满足高要求客户的需求为目的!产品牙面光洁度高,严格按照客户图纸要求生产,产品主打个性定制化生产,厂里有专业的品质管理人员和品质系统文件管控,产品获得ISO9002-2016质量体系认证!我们的产品工艺一般分车床加工,旋风铣加工,滚丝机滚扎等三种工艺。根据产品本身的特性和数量来选择不同的生产工艺!丝杆直径从6-150mm都有生产,生产长度可以达到10米。
使用频率不高载重不大的情况下丝杆可以不用调质等热处理以节省成本!确实需要高性能的丝杆的话可以做调质处理或者做表面高频!螺母因为铜的材料也分好多牌号,不同的牌号性能和价格差别很大。要根据自己的使用环境来选用合适的材料!并不是单单的在图纸上面标注铜就行了。或者标注的不合适的话要么造成材料的浪费,要么性能达不到设计的要求!大家都知道梯形丝杆有自锁功能但是只有当丝杆的牙距小于外径的1/4才有良好的自锁功能!
河北精密梯形丝杆定制
注:复合工程塑料螺母采用自润滑和无润滑操作.要达到!大限度的寿命,建议使用初期的涂镀润滑油脂。效率:除了特别的大导程外,效率会随着导程增大而增加.尽管带自润滑复合工程塑料螺母具有很低磨擦系数和优异润滑性能!但是滚珠丝杆传动效率还是高于畅馨CJ滑动丝杆!但是畅馨高速丝杆效率和良好的性价比可在一定范围内替代滚珠丝杆!旋风铣削丝杆制造流程铣削制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;—审图—根据需要截取材料长度—人工校直—外圆无心磨—人工校直—旋风铣削螺纹—(有需要加表面淬火处理、回火)—人工校直—加工轴端尺寸—人工校直—抛光—人工校直—检验—清洗、防锈、包装—入库—出货旋风铣削的方法工件夹持在机床主轴三爪上,并穿过旋风头刀盘中心空腔,以慢速旋转,旋风铣削安装在机床的横向溜板上,并按工件的螺距与主轴旋转保持一定的速比联动,旋风铣削头的刀盘上安装多把成形刀,并高速旋转,借助于刀盘旋转中心与工件中心的偏心量e来完成渐进式的高速铣削!

 欢迎访问佛山市畅馨精工科技有限公司网站
欢迎访问佛山市畅馨精工科技有限公司网站