









因此,丝杆具有高度耐磨损性,当与CJ螺母配合使用时,可以获得极其平滑的运动效果疲劳寿命更可提高30%.螺纹的齿面粗糙度可达到磨削效果,并可避免磨削时容易出现的波纹、齿面烧伤等缺陷,液压后的螺纹齿面经过抛光和表面处理,更有利于延长产品的工作寿命和运动的柔顺性.滚轧工艺是宜人化的工艺,对生产现场的环境污染很小,远远低于其它切削加工.把多机多工序的加工变为一机一次成形,降低了能耗,易于实现自动化.同批产品尺寸一致性,互换性好,便于成批量装配。

佛山市畅馨精工科技有限公司畅馨精工科技,我们巍峨耸立于广东省佛山市南海区平洲镇平南顺利市场顺三大道,我们在这里等待您的到来。 也可以通过电话联系: 联系方式:18688291870 联系人:林虎 致电我们,有意向不到的惊喜!
生产效率高,供货周期短,可为用户提供随用随买,十分便捷的销售模式,为实现专业化生产的五个目标,T、Q、C、S、E创造有利条件.节能省材,材料利用率可达80-90%!产品的机械性能和寿命主要取决于材料的(化学成份、性模量等)硬度硬化深度,内部组织致密度。滚轧螺纹的齿形是在高强压力下平轧成形,因而其金属组织更致密,而且金属纤维又是沿着齿面轮廓出现纤维流线连续分布,从而使得齿根周围的结构变得很紧密,因此材料的机械强度疲劳强度可大大提高,抗拉强度提高20-30%,硬度也显著提高,齿面加工硬化后硬度超过250HV,然后实施镜面抛光!
我们的质量方针是:质量,顾客至上,持续改进,发展!轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比).
在高负载、高温环境和高速运动应用场合中,畅馨公司向你推荐使用青铜螺母或选用耐高温工程塑料螺母材料(详见P……)或来电与我们的应用工程师讨论.润滑:畅馨公司可使用各种耐磨、耐温、自润滑、免维护及长寿命复合工程塑料螺母以及带固体润滑涂层的丝杆,正确的润滑必须取得满意的工作寿命.二硫化钼丝杆润滑脂(喷剂)被推荐使用在长精丝杆组件的应用中!丝杆组件需要经常被润滑始终保持一层均匀润滑剂在丝杆上.润滑的间隔根据实际应用状况决定!
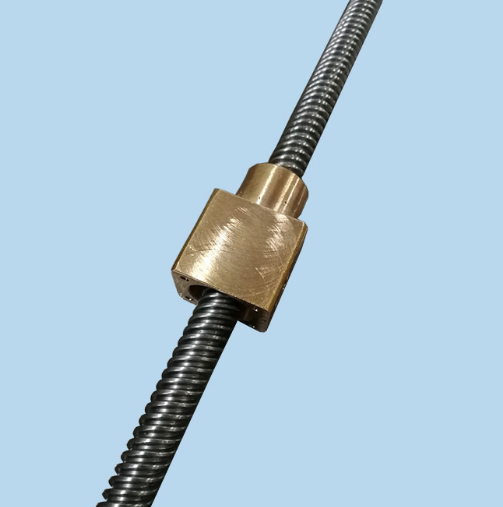
广东耐用梯形丝杆批发
工作环境要求:与滚珠丝杆相比,畅馨丝杆组件通过表面处理和使用工程塑料螺母对灰尘污染环境不太严格!结构与重量:采用各种结构样式及材质螺母,使螺母设计结构和重量较轻便且易于安装。设计负载及应用场合:畅馨精密轧制丝杆组件可为在高、中、轻负荷在垂直和水平场合应用,自动和手动调节的多种专利消隙螺母采用螺纹或法兰安装.提供一个有效的成本解决方法!使用温度:环境温度和摩擦产生的热是塑料螺母损坏的主要原因!根据使用环境以及工作负载,在合理润滑的情况下,标准青铜使用环境温度在15℃和350℃之间而标准塑料螺母在15℃和175℃之间!
刀盘的旋转轴线按照工件的螺纹升角及旋向倾斜一个角度β!加工时,工件以低速旋转,刀盘以高速旋转,并与工件同向旋转,工件每转360°,旋风头纵向进给一个相应导程,从而铣削出螺纹.刀盘上有多把成形刀,但只能依次有一把刀参与铣削,切削的余量由每把刀合理分配,切削厚度的渐进式变化使切削力减少,而偏心量e使尚未进入切削区的刀具有充分的散热时间,大大提高刀具使用寿命,提高加工的质量.畅馨公司在参考国内外旋风铣削技术基础上,研发制造一种新型旋风铣削头(发明专利号2008100723880)在进一步提效率、节能、光洁度及精度等方面能更具有特色,效率:传统加工方式在丝杆车床上单刀挑牙(重切削)每次切削量很大,很容易造成工件应力变形,而旋风铣削是高速多刀铣削,每把刀切削量很小,切削是逗号形状的切削抗力很小,在切削过程中的受力变形显著减少,有利于提高加工精度,高速切削时,95%-98%的切削热都由切削带走传入工件的切削热很小,加式表面受热时间短,切削温度低,因此热影响区及程度很微小,有利于获得低损伤的表面结构状态和保持良好的表面物理性能,获得很高的表面光整性,表面光洁度接近甚至相等于磨削效果.最近,上海机床厂有限公司成了中国科学院、中国工程院院士时常光顾之地。今年1月,三位院士前来参加超重型精密数控轧辊磨床专家鉴定会;3月,三位院士来此参加纳米级精度微型数控磨床鉴定会。9月7日,徐性初、卢秉恒、周勤之、徐志磊四位院士,又和国内多家机床制造企业、重点高端用户、高等院校、研究所的专家学者一起,云集上海机床厂,在“2011磨床先进制造与创新技术研讨会暨数控机床专项交流会”上,热议这样一个话题:着力推进产品结构调整,努力实现替代进口目标,全力满足中高端用户需求。 紧贴需求调整结构 机床被称为“工作母机”,承担金属加工最后一道工序的磨床则被称为“母机中的艺术品”,它的技术水平直接决定了产品精度。上海机床厂专攻磨床,所研制的产品种类占磨床品种的80%,被誉为中国机床工业的“明珠”。“十一五”期间,上海机床厂有限公司制定了“做专、做精、做强”的发展战略,紧贴国家汽车、军工、钢铁、能源、铁路等重点行业需求,投入1.9亿元进行技术改造,科研投入2.4亿元,凭借自主研发的技术,开发了一批具有自主知识产权、达世界先进水平的高端磨床和大型、专用、精密数控机床,成为国内最大、最先进的磨床研发制造基地。 上海机床厂按照大型化、数控化、精密化的机床技术发展趋势,瞄准经济发展方式转变对机床产品的重点需求,调整产品结构,实施技术改造,将原来普通机床与专用机床出产比由7∶3调整为3∶7。 重大专项屡创佳绩 2009年开始实施国家科技重大专项以来,上海机床厂先后完成4项科技重大专项项目,包括超重型精密数控轧辊磨床、难加工材料轴类零件超高速精密外圆磨床、轴套类精密复合数控磨床、纳米级精度微型数控磨床,成为全国机床制造单体企业中完成国家科技重大专项最多的企业。 可以轻松自如地加工250吨工件的超重型精密数控轧辊磨床,是目前世界上最大的顶磨型数控轧辊磨床。中国机械工业联合会组织并由三位院士任正副组长的鉴定委员会结论是,该磨床整体技术处于国际先进水平,部分指标具有国际领先水平。这台磨床可以加工直径2.5米、长度15米的工件,是发展宽厚板轧制的关键设备。首台产品2010年7月已在上海重型机器厂投入使用,成为精密磨削加工大型轧辊、发电机低压转子等关键部件的一员“战将”。 纳米级精度微型数控磨床是用于军工和航空航天行业的超精密磨削设备,主要应用于非球面光学元件制造等领域,定位精度小于或等于100纳米,重复定位精度为小于或等于50纳米,不仅加工精度高,而且加工范围广,可磨削加工自由曲面、凹凸球面、圆环面等。如同一个可以自由转动的魔方,安装不同附件以后,可以对多种材料进行车削、铣削、飞车加工、表面阵列加工等。 在完成4项重大科技专项并已递交全部验收材料随时迎接验收的基础上,最近,在为完成大型数控切点跟踪曲轴磨床项目做最后冲刺的同时,上海机床厂又承担了“超精密大尺寸光学玻璃平面磨床”、“高精度滚珠丝杆及螺母成套磨削设备”、“高档数控磨床高效精密静压/动静压主轴、导轨系统研究和产业化技术”3个科技重大专项新项目。国家科技重大专项的研发成果,推动了企业核心技术的突破,丰富了企业产品线,提升了产品的技术水平,将对我国钢铁、冶金、航空航天、军工、船舶、汽车和装备制造等行业发展起到显著的促进作用。 提升能级主攻高端 国家工业与信息化部、上海市经济和信息化委员会、中国机械工业联合会、中国机床工具工业协会有关专家分析认为,上海机床厂在实施科技重大专项、提升产业能级方面做了积极探索,经验值得借鉴。科技重大专项的实施,推动我国高档数控机床行业在“十二五”期间继续保持高速增长,同时对扭转中国机床行业大而不强的局面产生积极影响。当前全国机床行业的紧迫任务是,大力推进发展方式转变,加快产品结构调整,突破关键技术,推动中高端数控机床产业化进程,实现替代进口,满足国家汽车、能源、交通、国防工业、航空航天、船舶等重点行业的需求。磨床产业的核心技术和关键部件是引进不来的,必须依托国家重大科技专项,加大技术投入、加快技术创新,同时致力于传统产品向高端精品的升级,重点加快发展目前严重依赖进口的高端数控机床产品,从而真正形成竞争优势,实现替代进口的目标。 作为全国磨床技术领先企业,上海机床厂有限公司总经理石光表示,上机“十一五”期间,实施了以“提升硬实力”为重点的技术改造。“十二五”将以“增强软实力”为重点,提升技术能级,突破设计、工艺等关键技术,坚持“调结构、上水平”的战略方向,发挥“精密制造、精密装配、精密计量”的技术优势,推进全国一流的数控磨床的产业基地、高端磨床替代进口的研制基地建设。重点目标是:提升产品能级,主攻高端磨床,对标国际一流,实现替代进口。今年销售收入突破10亿元,“十二五”末实现销售收入20亿元,其中,大型外圆磨床、大型曲轴磨床国内市场占有率超过60%。
 欢迎访问佛山市畅馨精工科技有限公司网站
欢迎访问佛山市畅馨精工科技有限公司网站

