


刀盘的旋转轴线按照工件的螺纹升角及旋向倾斜一个角度β!加工时,工件以低速旋转,刀盘以高速旋转,并与工件同向旋转,工件每转360°,旋风头纵向进给一个相应导程,从而铣削出螺纹.刀盘上有多把成形刀,但只能依次有一把刀参与铣削,切削的余量由每把刀合理分配,切削厚度的渐进式变化使切削力减少,而偏心量e使尚未进入切削区的刀具有充分的散热时间,大大提高刀具使用寿命,提高加工的质量。畅馨公司在参考国内外旋风铣削技术基础上,研发制造一种新型旋风铣削头(发明专利号2008100723880)在进一步提效率、节能、光洁度及精度等方面能更具有特色,效率:传统加工方式在丝杆车床上单刀挑牙(重切削)每次切削量很大,很容易造成工件应力变形,而旋风铣削是高速多刀铣削,每把刀切削量很小,切削是逗号形状的切削抗力很小,在切削过程中的受力变形显著减少,有利于提高加工精度,高速切削时,95%-98%的切削热都由切削带走传入工件的切削热很小,加式表面受热时间短,切削温度低,因此热影响区及程度很微小,有利于获得低损伤的表面结构状态和保持良好的表面物理性能,获得很高的表面光整性,表面光洁度接近甚至相等于磨削效果。
广西耐用梯形丝杆价格
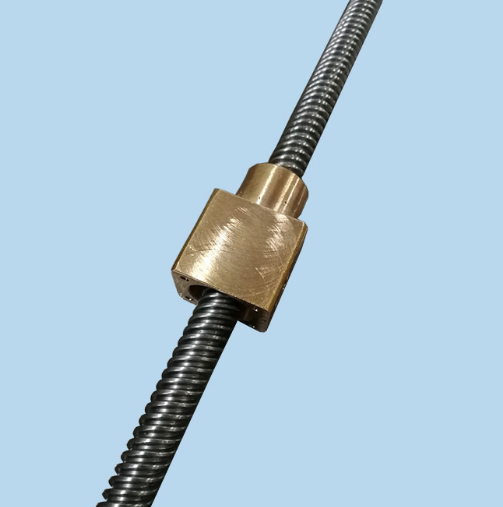
丝杆表面常用的处理方式有涂抹防锈油、发黑、磷化黑、镀硬铬、镀装饰铬、镀镍、镀锌等工艺.根据自己的需要选择合适的表面处理方式!特性及优点:与轧制滚珠丝杆相比制造成本较低,从材料、螺母规格和形状、丝杆直经与导程在设计、修改中更具有多样性,以满足客户需要.振动和噪音:畅馨公司使用各种耐磨、耐温、自润滑、免维护及长寿命复合工程塑料消隙螺母配套使用!不会发生滚珠丝杆钢珠循环而引起振动,噪音也低于滚珠丝杆.耐腐蚀性:使用不锈钢材质和工程塑料螺母,丝杆表面防腐处理(详见P……).
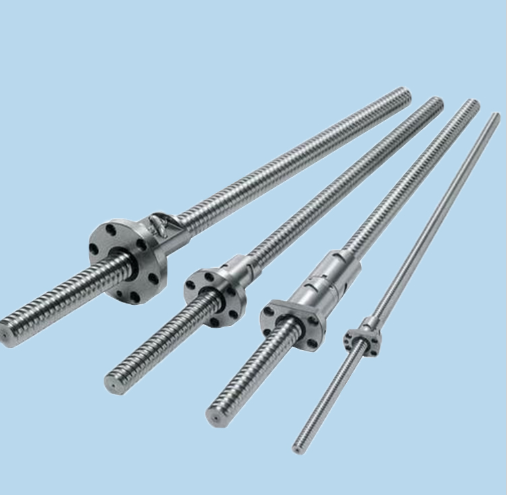
我们的质量方针是:质量,顾客至上,持续改进,发展.轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比)!
佛山市畅馨精工科技有限公司是一家有着10年专业经验的梯形丝杆生产厂家,公司对产品品质的期望一直非常高!以满足高要求客户的需求为目的.产品牙面光洁度高,严格按照客户图纸要求生产,产品主打个性定制化生产,厂里有专业的品质管理人员和品质系统文件管控,产品获得ISO9002-2016质量体系认证!我们的产品工艺一般分车床加工,旋风铣加工,滚丝机滚扎等三种工艺!根据产品本身的特性和数量来选择不同的生产工艺!丝杆直径从6-150mm都有生产,生产长度可以达到10米。
在高负载、高温环境和高速运动应用场合中,畅馨公司向你推荐使用青铜螺母或选用耐高温工程塑料螺母材料(详见P……)或来电与我们的应用工程师讨论。润滑:畅馨公司可使用各种耐磨、耐温、自润滑、免维护及长寿命复合工程塑料螺母以及带固体润滑涂层的丝杆,正确的润滑必须取得满意的工作寿命.二硫化钼丝杆润滑脂(喷剂)被推荐使用在长精丝杆组件的应用中。丝杆组件需要经常被润滑始终保持一层均匀润滑剂在丝杆上。润滑的间隔根据实际应用状况决定!

我司主营机床丝杆领域的企业,主要以梯形丝杆为主要产品,公司位于广东省佛山市南海区平洲镇平南顺利市场顺三大道,更多产品信息详情请上https://www.ch-xin.com/查看。佛山市畅馨精工科技有限公司愿与社会各界朋友共同合作、共创双赢、共创精彩明天!
 欢迎访问佛山市畅馨精工科技有限公司网站
欢迎访问佛山市畅馨精工科技有限公司网站