


不管是单头丝杆还是双头丝杆甚至是多头丝杆我们都能从容应对。公司生产的产品应用于多个行业,包括机床行业,木工机械,纸箱包装机械,陶瓷机械,玻璃机械,产品甚至铁路,桥梁都有采用我公司生产的丝杆,本公司的产品尽管价格上不是。低,那是因为我们不刻意的降低成本,不是为了卖而卖,我们要对客户负责,要对我们的品质负责。让客户买的放心用的放心.很难听说一个把产品价格做到!低的企业可以生存很久!所以说买便宜的产品开心一时后悔一世。
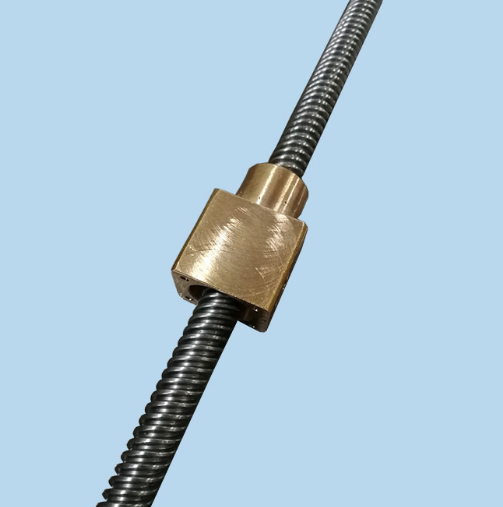
而的产品尽管价格让人心疼,但是心疼一时开心一世.做梯形丝杆常用的材料一般为碳钢和不锈钢两种。碳钢常用的有45钢、40Cr、非调质钢等不锈钢常用的有2Cr1SUS20SUS30SUS30SUS30SUS30SUS316L等材质.做螺母常用的材质有黄铜、锡青铜、铝青铜、球墨铸铁、赛钢、尼龙、锌基耐磨合金等材料!其实好多工况丝杆不调质的情况下已经很耐用了,因为所用的螺母材质的硬度基本上都比丝杆软,正常使用螺母磨损比较快。

广西精密梯形丝杆哪家好
我们的质量方针是:质量,顾客至上,持续改进,发展!轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比)。
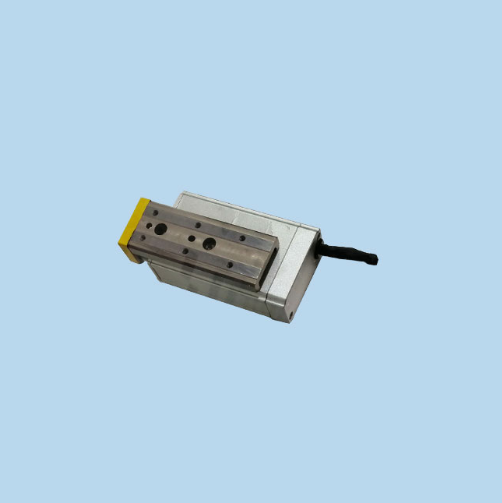
丝杆表面常用的处理方式有涂抹防锈油、发黑、磷化黑、镀硬铬、镀装饰铬、镀镍、镀锌等工艺!根据自己的需要选择合适的表面处理方式!特性及优点:与轧制滚珠丝杆相比制造成本较低,从材料、螺母规格和形状、丝杆直经与导程在设计、修改中更具有多样性,以满足客户需要.振动和噪音:畅馨公司使用各种耐磨、耐温、自润滑、免维护及长寿命复合工程塑料消隙螺母配套使用!不会发生滚珠丝杆钢珠循环而引起振动,噪音也低于滚珠丝杆!耐腐蚀性:使用不锈钢材质和工程塑料螺母,丝杆表面防腐处理(详见P……).
因此,丝杆具有高度耐磨损性,当与CJ螺母配合使用时,可以获得极其平滑的运动效果疲劳寿命更可提高30%.螺纹的齿面粗糙度可达到磨削效果,并可避免磨削时容易出现的波纹、齿面烧伤等缺陷,液压后的螺纹齿面经过抛光和表面处理,更有利于延长产品的工作寿命和运动的柔顺性.滚轧工艺是宜人化的工艺,对生产现场的环境污染很小,远远低于其它切削加工.把多机多工序的加工变为一机一次成形,降低了能耗,易于实现自动化。同批产品尺寸一致性,互换性好,便于成批量装配!
刀盘的旋转轴线按照工件的螺纹升角及旋向倾斜一个角度β!加工时,工件以低速旋转,刀盘以高速旋转,并与工件同向旋转,工件每转360°,旋风头纵向进给一个相应导程,从而铣削出螺纹。刀盘上有多把成形刀,但只能依次有一把刀参与铣削,切削的余量由每把刀合理分配,切削厚度的渐进式变化使切削力减少,而偏心量e使尚未进入切削区的刀具有充分的散热时间,大大提高刀具使用寿命,提高加工的质量。畅馨公司在参考国内外旋风铣削技术基础上,研发制造一种新型旋风铣削头(发明专利号2008100723880)在进一步提效率、节能、光洁度及精度等方面能更具有特色,效率:传统加工方式在丝杆车床上单刀挑牙(重切削)每次切削量很大,很容易造成工件应力变形,而旋风铣削是高速多刀铣削,每把刀切削量很小,切削是逗号形状的切削抗力很小,在切削过程中的受力变形显著减少,有利于提高加工精度,高速切削时,95%-98%的切削热都由切削带走传入工件的切削热很小,加式表面受热时间短,切削温度低,因此热影响区及程度很微小,有利于获得低损伤的表面结构状态和保持良好的表面物理性能,获得很高的表面光整性,表面光洁度接近甚至相等于磨削效果!
 欢迎访问佛山市畅馨精工科技有限公司网站
欢迎访问佛山市畅馨精工科技有限公司网站