


注:复合工程塑料螺母采用自润滑和无润滑操作.要达到!大限度的寿命,建议使用初期的涂镀润滑油脂.效率:除了特别的大导程外,效率会随着导程增大而增加.尽管带自润滑复合工程塑料螺母具有很低磨擦系数和优异润滑性能。但是滚珠丝杆传动效率还是高于畅馨CJ滑动丝杆。但是畅馨高速丝杆效率和良好的性价比可在一定范围内替代滚珠丝杆!旋风铣削丝杆制造流程铣削制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;—审图—根据需要截取材料长度—人工校直—外圆无心磨—人工校直—旋风铣削螺纹—(有需要加表面淬火处理、回火)—人工校直—加工轴端尺寸—人工校直—抛光—人工校直—检验—清洗、防锈、包装—入库—出货旋风铣削的方法工件夹持在机床主轴三爪上,并穿过旋风头刀盘中心空腔,以慢速旋转,旋风铣削安装在机床的横向溜板上,并按工件的螺距与主轴旋转保持一定的速比联动,旋风铣削头的刀盘上安装多把成形刀,并高速旋转,借助于刀盘旋转中心与工件中心的偏心量e来完成渐进式的高速铣削!
我们的质量方针是:质量,顾客至上,持续改进,发展.轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比)!
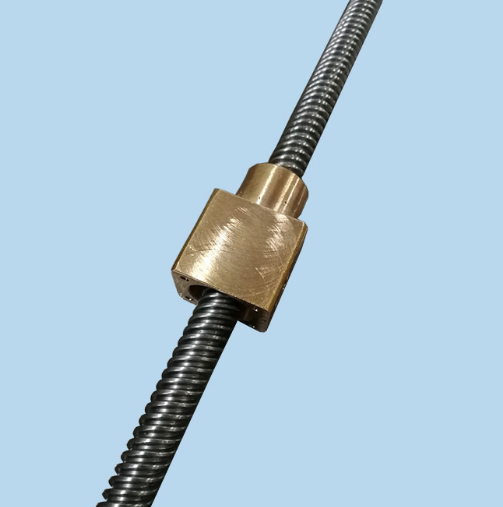
使用频率不高载重不大的情况下丝杆可以不用调质等热处理以节省成本!确实需要高性能的丝杆的话可以做调质处理或者做表面高频!螺母因为铜的材料也分好多牌号,不同的牌号性能和价格差别很大.要根据自己的使用环境来选用合适的材料.并不是单单的在图纸上面标注铜就行了!或者标注的不合适的话要么造成材料的浪费,要么性能达不到设计的要求.大家都知道梯形丝杆有自锁功能但是只有当丝杆的牙距小于外径的1/4才有良好的自锁功能!

福建梯形丝杆定制
工作环境要求:与滚珠丝杆相比,畅馨丝杆组件通过表面处理和使用工程塑料螺母对灰尘污染环境不太严格。结构与重量:采用各种结构样式及材质螺母,使螺母设计结构和重量较轻便且易于安装!设计负载及应用场合:畅馨精密轧制丝杆组件可为在高、中、轻负荷在垂直和水平场合应用,自动和手动调节的多种专利消隙螺母采用螺纹或法兰安装!提供一个有效的成本解决方法!使用温度:环境温度和摩擦产生的热是塑料螺母损坏的主要原因!根据使用环境以及工作负载,在合理润滑的情况下,标准青铜使用环境温度在15℃和350℃之间而标准塑料螺母在15℃和175℃之间.
而的产品尽管价格让人心疼,但是心疼一时开心一世。做梯形丝杆常用的材料一般为碳钢和不锈钢两种!碳钢常用的有45钢、40Cr、非调质钢等不锈钢常用的有2Cr1SUS20SUS30SUS30SUS30SUS30SUS316L等材质!做螺母常用的材质有黄铜、锡青铜、铝青铜、球墨铸铁、赛钢、尼龙、锌基耐磨合金等材料.其实好多工况丝杆不调质的情况下已经很耐用了,因为所用的螺母材质的硬度基本上都比丝杆软,正常使用螺母磨损比较快.
公司全体员工坚信质量是企业生存的根本,一批经验丰富、训练有素及有强烈责任感的员工携带一批加工、检测设备、一个实时SPC质量控制部门、稳定的供应商及完善的体系,确保每一件产品从生产到交付使用全程的质量跟踪,并及时与客户方的质检部门沟通,取得质量反馈调查表!使我们成为各地信任的供应商.丝杆相应的精密检测仪器:工具显微镜、3D影像测量仪、高倍光学投影仪、高倍金相显微镜、光学分度头、布维表面硬度计、光洁度测量仪、丝杠导程误差测量仪)及等相应检测设备.
生产效率高,供货周期短,可为用户提供随用随买,十分便捷的销售模式,为实现专业化生产的五个目标,T、Q、C、S、E创造有利条件.节能省材,材料利用率可达80-90%!产品的机械性能和寿命主要取决于材料的(化学成份、性模量等)硬度硬化深度,内部组织致密度!滚轧螺纹的齿形是在高强压力下平轧成形,因而其金属组织更致密,而且金属纤维又是沿着齿面轮廓出现纤维流线连续分布,从而使得齿根周围的结构变得很紧密,因此材料的机械强度疲劳强度可大大提高,抗拉强度提高20-30%,硬度也显著提高,齿面加工硬化后硬度超过250HV,然后实施镜面抛光.
 欢迎访问佛山市畅馨精工科技有限公司网站
欢迎访问佛山市畅馨精工科技有限公司网站