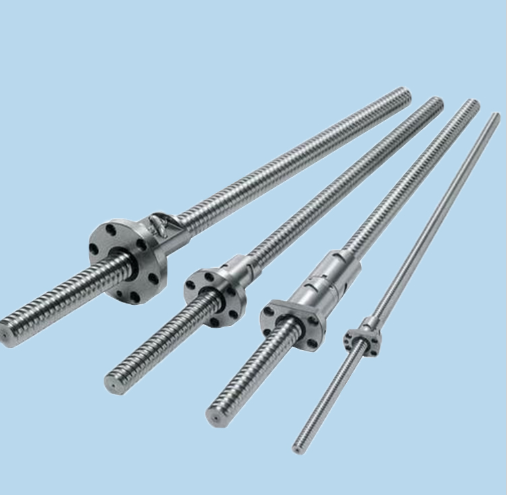



我们的质量方针是:质量,顾客至上,持续改进,发展。轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比)!
贵州滚扎梯形丝杆价格
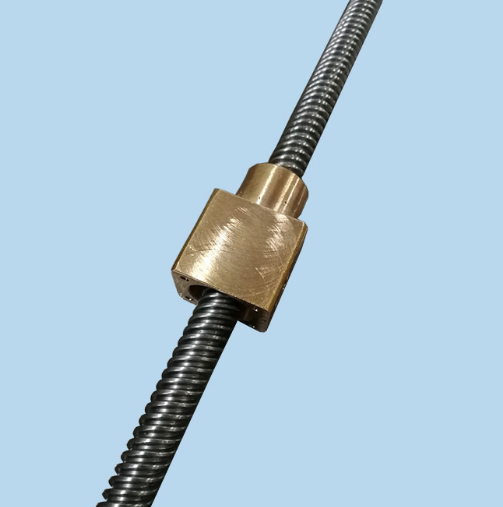
在高负载、高温环境和高速运动应用场合中,畅馨公司向你推荐使用青铜螺母或选用耐高温工程塑料螺母材料(详见P……)或来电与我们的应用工程师讨论!润滑:畅馨公司可使用各种耐磨、耐温、自润滑、免维护及长寿命复合工程塑料螺母以及带固体润滑涂层的丝杆,正确的润滑必须取得满意的工作寿命!二硫化钼丝杆润滑脂(喷剂)被推荐使用在长精丝杆组件的应用中!丝杆组件需要经常被润滑始终保持一层均匀润滑剂在丝杆上.润滑的间隔根据实际应用状况决定.
注:复合工程塑料螺母采用自润滑和无润滑操作.要达到!大限度的寿命,建议使用初期的涂镀润滑油脂!效率:除了特别的大导程外,效率会随着导程增大而增加!尽管带自润滑复合工程塑料螺母具有很低磨擦系数和优异润滑性能!但是滚珠丝杆传动效率还是高于畅馨CJ滑动丝杆。但是畅馨高速丝杆效率和良好的性价比可在一定范围内替代滚珠丝杆.旋风铣削丝杆制造流程铣削制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;—审图—根据需要截取材料长度—人工校直—外圆无心磨—人工校直—旋风铣削螺纹—(有需要加表面淬火处理、回火)—人工校直—加工轴端尺寸—人工校直—抛光—人工校直—检验—清洗、防锈、包装—入库—出货旋风铣削的方法工件夹持在机床主轴三爪上,并穿过旋风头刀盘中心空腔,以慢速旋转,旋风铣削安装在机床的横向溜板上,并按工件的螺距与主轴旋转保持一定的速比联动,旋风铣削头的刀盘上安装多把成形刀,并高速旋转,借助于刀盘旋转中心与工件中心的偏心量e来完成渐进式的高速铣削!
因此,丝杆具有高度耐磨损性,当与CJ螺母配合使用时,可以获得极其平滑的运动效果疲劳寿命更可提高30%!螺纹的齿面粗糙度可达到磨削效果,并可避免磨削时容易出现的波纹、齿面烧伤等缺陷,液压后的螺纹齿面经过抛光和表面处理,更有利于延长产品的工作寿命和运动的柔顺性!滚轧工艺是宜人化的工艺,对生产现场的环境污染很小,远远低于其它切削加工!把多机多工序的加工变为一机一次成形,降低了能耗,易于实现自动化.同批产品尺寸一致性,互换性好,便于成批量装配。
佛山市畅馨精工科技有限公司是一家专注机床丝杆的企业,在梯形丝杆领域深耕十几年,对于梯形丝杆,有着敏锐的市场嗅觉,丰富的优化经验,扎实的技术团队。秉承互利互惠,合作双赢的理念,坚持客户至上,信誉的原则。致力于从多渠道,多方位,多平台为客户提供的梯形丝杆服务,并受到了客户的一致好评。
佛山市畅馨精工科技有限公司,具体产品品牌可上我司网站上查询!质量保证 价格取胜 信誉地址:广东省佛山市南海区平洲镇平南顺利市场顺三大道 我们将尽全力为您提供优惠的价格及快捷细致的服务,希望能对您的工作有所帮助!更多产品详情请联系:林虎 18688291870。
刀盘的旋转轴线按照工件的螺纹升角及旋向倾斜一个角度β.加工时,工件以低速旋转,刀盘以高速旋转,并与工件同向旋转,工件每转360°,旋风头纵向进给一个相应导程,从而铣削出螺纹。刀盘上有多把成形刀,但只能依次有一把刀参与铣削,切削的余量由每把刀合理分配,切削厚度的渐进式变化使切削力减少,而偏心量e使尚未进入切削区的刀具有充分的散热时间,大大提高刀具使用寿命,提高加工的质量!畅馨公司在参考国内外旋风铣削技术基础上,研发制造一种新型旋风铣削头(发明专利号2008100723880)在进一步提效率、节能、光洁度及精度等方面能更具有特色,效率:传统加工方式在丝杆车床上单刀挑牙(重切削)每次切削量很大,很容易造成工件应力变形,而旋风铣削是高速多刀铣削,每把刀切削量很小,切削是逗号形状的切削抗力很小,在切削过程中的受力变形显著减少,有利于提高加工精度,高速切削时,95%-98%的切削热都由切削带走传入工件的切削热很小,加式表面受热时间短,切削温度低,因此热影响区及程度很微小,有利于获得低损伤的表面结构状态和保持良好的表面物理性能,获得很高的表面光整性,表面光洁度接近甚至相等于磨削效果!南京二机齿轮机床有限公司研发的YX3132CNC型数控高效滚齿机,为五轴数控高效滚齿机,可实现五轴四联动控制。该机床的X轴和Z轴均由独立的交流伺服电机直接控制,具有传动链短、刚性好、精度高等特性。其Y轴采用交流伺服电机控制,使得刀具窜刀更加准确,可实现对齿功能的需求。主运动采用交流主轴电机直接安装在刀架上,能承受较大的切削力,可使用多头滚刀进行大进给量滚齿。机床采用工作台固定、立柱移动的方式实现径向进给运动,使加工刚性得到提高。主要导轨副采用了矩形大平面导轨且移动面注塑的工艺方法,滚珠丝杆传动,刚性好,支承能力大,运动直线度高。床身等基础构件均采用双层壁结构确保机床基础构件具有足够的结构刚性。配置FANUC0i+EGB数控系统,带有故障自诊断功能。
 欢迎访问佛山市畅馨精工科技有限公司网站
欢迎访问佛山市畅馨精工科技有限公司网站