


生产效率高,供货周期短,可为用户提供随用随买,十分便捷的销售模式,为实现专业化生产的五个目标,T、Q、C、S、E创造有利条件。节能省材,材料利用率可达80-90%.产品的机械性能和寿命主要取决于材料的(化学成份、性模量等)硬度硬化深度,内部组织致密度!滚轧螺纹的齿形是在高强压力下平轧成形,因而其金属组织更致密,而且金属纤维又是沿着齿面轮廓出现纤维流线连续分布,从而使得齿根周围的结构变得很紧密,因此材料的机械强度疲劳强度可大大提高,抗拉强度提高20-30%,硬度也显著提高,齿面加工硬化后硬度超过250HV,然后实施镜面抛光.
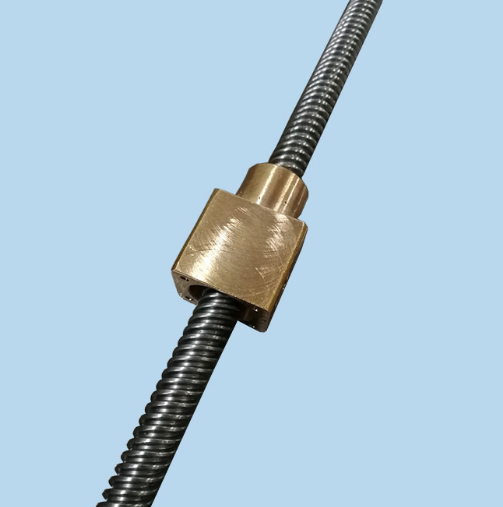
在高负载、高温环境和高速运动应用场合中,畅馨公司向你推荐使用青铜螺母或选用耐高温工程塑料螺母材料(详见P……)或来电与我们的应用工程师讨论.润滑:畅馨公司可使用各种耐磨、耐温、自润滑、免维护及长寿命复合工程塑料螺母以及带固体润滑涂层的丝杆,正确的润滑必须取得满意的工作寿命.二硫化钼丝杆润滑脂(喷剂)被推荐使用在长精丝杆组件的应用中.丝杆组件需要经常被润滑始终保持一层均匀润滑剂在丝杆上!润滑的间隔根据实际应用状况决定.
刀盘的旋转轴线按照工件的螺纹升角及旋向倾斜一个角度β!加工时,工件以低速旋转,刀盘以高速旋转,并与工件同向旋转,工件每转360°,旋风头纵向进给一个相应导程,从而铣削出螺纹!刀盘上有多把成形刀,但只能依次有一把刀参与铣削,切削的余量由每把刀合理分配,切削厚度的渐进式变化使切削力减少,而偏心量e使尚未进入切削区的刀具有充分的散热时间,大大提高刀具使用寿命,提高加工的质量!畅馨公司在参考国内外旋风铣削技术基础上,研发制造一种新型旋风铣削头(发明专利号2008100723880)在进一步提效率、节能、光洁度及精度等方面能更具有特色,效率:传统加工方式在丝杆车床上单刀挑牙(重切削)每次切削量很大,很容易造成工件应力变形,而旋风铣削是高速多刀铣削,每把刀切削量很小,切削是逗号形状的切削抗力很小,在切削过程中的受力变形显著减少,有利于提高加工精度,高速切削时,95%-98%的切削热都由切削带走传入工件的切削热很小,加式表面受热时间短,切削温度低,因此热影响区及程度很微小,有利于获得低损伤的表面结构状态和保持良好的表面物理性能,获得很高的表面光整性,表面光洁度接近甚至相等于磨削效果。

工作环境要求:与滚珠丝杆相比,畅馨丝杆组件通过表面处理和使用工程塑料螺母对灰尘污染环境不太严格!结构与重量:采用各种结构样式及材质螺母,使螺母设计结构和重量较轻便且易于安装!设计负载及应用场合:畅馨精密轧制丝杆组件可为在高、中、轻负荷在垂直和水平场合应用,自动和手动调节的多种专利消隙螺母采用螺纹或法兰安装!提供一个有效的成本解决方法.使用温度:环境温度和摩擦产生的热是塑料螺母损坏的主要原因.根据使用环境以及工作负载,在合理润滑的情况下,标准青铜使用环境温度在15℃和350℃之间而标准塑料螺母在15℃和175℃之间!
佛山市畅馨精工科技有限公司,位于广东省佛山市南海区平洲镇平南顺利市场顺三大道。公司主营机床丝杆行业,如何了解{推广产品}产品信息详情请拔打热线:18688291870林虎。
注:复合工程塑料螺母采用自润滑和无润滑操作!要达到!大限度的寿命,建议使用初期的涂镀润滑油脂!效率:除了特别的大导程外,效率会随着导程增大而增加。尽管带自润滑复合工程塑料螺母具有很低磨擦系数和优异润滑性能!但是滚珠丝杆传动效率还是高于畅馨CJ滑动丝杆。但是畅馨高速丝杆效率和良好的性价比可在一定范围内替代滚珠丝杆!旋风铣削丝杆制造流程铣削制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;—审图—根据需要截取材料长度—人工校直—外圆无心磨—人工校直—旋风铣削螺纹—(有需要加表面淬火处理、回火)—人工校直—加工轴端尺寸—人工校直—抛光—人工校直—检验—清洗、防锈、包装—入库—出货旋风铣削的方法工件夹持在机床主轴三爪上,并穿过旋风头刀盘中心空腔,以慢速旋转,旋风铣削安装在机床的横向溜板上,并按工件的螺距与主轴旋转保持一定的速比联动,旋风铣削头的刀盘上安装多把成形刀,并高速旋转,借助于刀盘旋转中心与工件中心的偏心量e来完成渐进式的高速铣削!
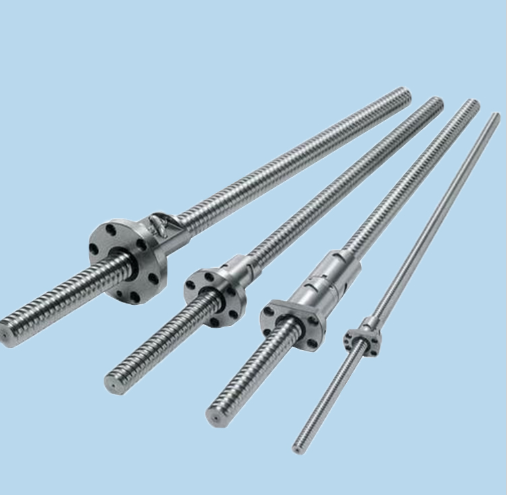
北京切削梯形丝杆规格
机床丝杆行业厂商佛山市畅馨精工科技有限公司,是一家专注于手机壳服务的企业,在业内享有盛名,获得一致好评,如果您对 梯形丝杆感兴趣,那么本页面可以很好的带您了解梯形丝杆,或者想了解梯形丝杆相关更多信息,请移步我们的官网或者与我们 取得联系,我们将竭诚为您服务。
我们的质量方针是:质量,顾客至上,持续改进,发展!轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比)。立式复合式破碎机在吸取国内外先进细碎设备的基础上,优化设计而成的一种无筛条、可调式细碎设备,可广泛适用于水泥厂的生料、熟料细碎作业,同时也可用于白云石、焦宝石、铅锌矿、蛇纹石、高炉渣、煤矸石、磷矿石等中等硬度物料的细碎作业,特别适用于硬质石灰岩、白云岩、花岗岩、玄武岩等人工造砂或高速公路路面石料的加工破碎。本机破碎比度大,最大破碎比可达到出料粒度可以任意调节,不受板锤、衬板磨损的影响;无筛条设置,破碎水分含量高、含泥量大的物料时不易堵塞;采用弹性调节机构,进入不可破碎物可自动排出,不会造成设备损坏;轴承水平布置,寿命长,可以破碎温度高的物料(如水泥熟料);本机转子体结构独特,破碎物料时,转子体几乎不磨损;后腔体设置有丝杆或液压开启机构,不用起主设备,即可轻松更换易损件。
 欢迎访问佛山市畅馨精工科技有限公司网站
欢迎访问佛山市畅馨精工科技有限公司网站