


不管是单头丝杆还是双头丝杆甚至是多头丝杆我们都能从容应对.公司生产的产品应用于多个行业,包括机床行业,木工机械,纸箱包装机械,陶瓷机械,玻璃机械,产品甚至铁路,桥梁都有采用我公司生产的丝杆,本公司的产品尽管价格上不是。低,那是因为我们不刻意的降低成本,不是为了卖而卖,我们要对客户负责,要对我们的品质负责.让客户买的放心用的放心!很难听说一个把产品价格做到!低的企业可以生存很久.所以说买便宜的产品开心一时后悔一世!
如果您看到这段话,说明您对我们梯形丝杆感兴趣,不要犹豫,给我们一个机会,也给自己一个机会。 拿起手机来拨打我们的电话。林虎等待着您的每一次致电:18688291870 让佛山市畅馨精工科技有限公司为您服务, 我们在广东省佛山市南海区平洲镇平南顺利市场顺三大道这里等您。
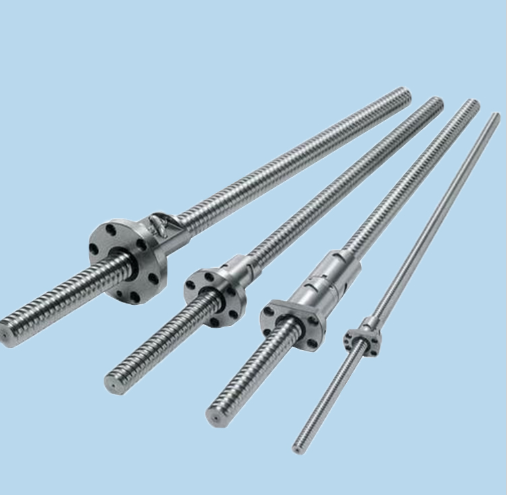
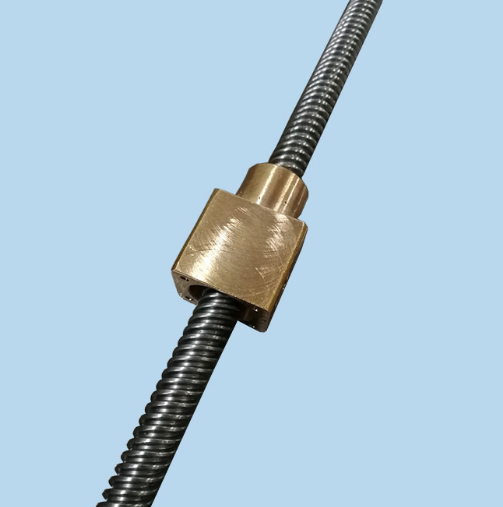
广西单头梯形丝杆
我们的质量方针是:质量,顾客至上,持续改进,发展.轧制丝杆制造流程:轧制制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;切料—滚直—外圆无心磨—人工校直—滚轧螺纹—人工校直—螺纹抛光—检验—防锈、半成品入库半成品出售:审图—根据需要截取轧制丝杆长度—螺纹抛光—校直—检验—清洗、防锈、包装—入库—出货成品出售:审图—根据需要截取轧制丝杆长度—人工校直—粗车轴端尺寸—人工校直—其它加工及精磨轴端尺寸—螺纹抛光—人工校直—检验—清洗、防锈、包装—入库—出货轧制的方法轧轮与金属圆棒料之间形成的磨擦力,在高压径向螺旋压力的推动下使金属棒料产生塑性变形,被挤入滚轧区,此时金属棒料外加部分的金属晶粒,沿滚轮的齿形轮廓产生滑移流动,最终获得所要求的齿形尺寸;而切削加工(包括车削、铣削、磨削)与轧制的优点(磨削旋风铣的丝杆对比).
因此,丝杆具有高度耐磨损性,当与CJ螺母配合使用时,可以获得极其平滑的运动效果疲劳寿命更可提高30%.螺纹的齿面粗糙度可达到磨削效果,并可避免磨削时容易出现的波纹、齿面烧伤等缺陷,液压后的螺纹齿面经过抛光和表面处理,更有利于延长产品的工作寿命和运动的柔顺性!滚轧工艺是宜人化的工艺,对生产现场的环境污染很小,远远低于其它切削加工!把多机多工序的加工变为一机一次成形,降低了能耗,易于实现自动化.同批产品尺寸一致性,互换性好,便于成批量装配!
刀盘的旋转轴线按照工件的螺纹升角及旋向倾斜一个角度β!加工时,工件以低速旋转,刀盘以高速旋转,并与工件同向旋转,工件每转360°,旋风头纵向进给一个相应导程,从而铣削出螺纹!刀盘上有多把成形刀,但只能依次有一把刀参与铣削,切削的余量由每把刀合理分配,切削厚度的渐进式变化使切削力减少,而偏心量e使尚未进入切削区的刀具有充分的散热时间,大大提高刀具使用寿命,提高加工的质量!畅馨公司在参考国内外旋风铣削技术基础上,研发制造一种新型旋风铣削头(发明专利号2008100723880)在进一步提效率、节能、光洁度及精度等方面能更具有特色,效率:传统加工方式在丝杆车床上单刀挑牙(重切削)每次切削量很大,很容易造成工件应力变形,而旋风铣削是高速多刀铣削,每把刀切削量很小,切削是逗号形状的切削抗力很小,在切削过程中的受力变形显著减少,有利于提高加工精度,高速切削时,95%-98%的切削热都由切削带走传入工件的切削热很小,加式表面受热时间短,切削温度低,因此热影响区及程度很微小,有利于获得低损伤的表面结构状态和保持良好的表面物理性能,获得很高的表面光整性,表面光洁度接近甚至相等于磨削效果。
注:复合工程塑料螺母采用自润滑和无润滑操作。要达到.大限度的寿命,建议使用初期的涂镀润滑油脂!效率:除了特别的大导程外,效率会随着导程增大而增加.尽管带自润滑复合工程塑料螺母具有很低磨擦系数和优异润滑性能!但是滚珠丝杆传动效率还是高于畅馨CJ滑动丝杆。但是畅馨高速丝杆效率和良好的性价比可在一定范围内替代滚珠丝杆.旋风铣削丝杆制造流程铣削制造流程:45#钢毛胚—冷拔成光圆—整直—正火调质处理(含去应力处理)—材料入库;—审图—根据需要截取材料长度—人工校直—外圆无心磨—人工校直—旋风铣削螺纹—(有需要加表面淬火处理、回火)—人工校直—加工轴端尺寸—人工校直—抛光—人工校直—检验—清洗、防锈、包装—入库—出货旋风铣削的方法工件夹持在机床主轴三爪上,并穿过旋风头刀盘中心空腔,以慢速旋转,旋风铣削安装在机床的横向溜板上,并按工件的螺距与主轴旋转保持一定的速比联动,旋风铣削头的刀盘上安装多把成形刀,并高速旋转,借助于刀盘旋转中心与工件中心的偏心量e来完成渐进式的高速铣削.
我们的公司名称是佛山市畅馨精工科技有限公司。我们公司在机床丝杆这个行业有丰富的经验,可以提供的咨询、的产品。 主营产品主要有梯形丝杆,该产品是关于梯形丝杆的, 如果想进一步的了解其他信息,欢迎随时联系我们。
 欢迎访问佛山市畅馨精工科技有限公司网站
欢迎访问佛山市畅馨精工科技有限公司网站