材料具有传统方法所无法比拟的综合机械性能、优良的粘结力和抗温抗腐蚀能力,抗压强度可达1200kg/cm2,粘着力(重叠剪切拉力试验)在光滑的钢表面为225kg/cm2。所以可用于大型轴套部位磨损的修复!且设备不需要大范围拆卸,为企业节省大量人力物力!轴套工艺分析编辑零件工艺性分析零件材料:45钢。切削加工性良好!零件组成表面:外圆表面(Φ50、333),内表面(Φ320.5),型孔,两端面,内、外台阶面,内、外退刀槽,内、外倒角!
安阳市现书特种轴承有限公司,位于安阳市文峰区安阳高新技术产业集聚区文峰分区3号路。公司主营轴承加工行业,如何了解{推广产品}产品信息详情请拔打热线:15518861366经理。

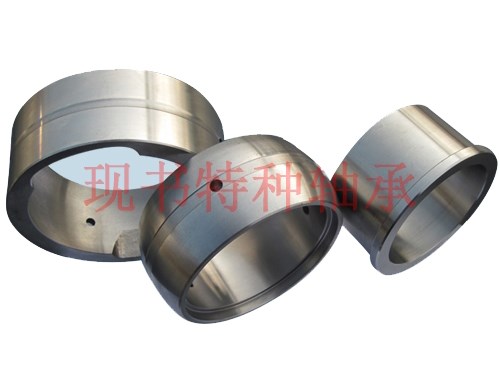
相互位置精度包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等!表面粗糙度轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定.支承轴颈常为0.2~6μm,传动件配合轴颈为0!4~2μm!其他热处理、倒角、倒棱及外观修饰等要求!轴套是套在转轴上的筒状机械零件,是滑动轴承的一个组成部分!一般说,轴套与轴承座采用过盈配合,而与轴采用间隙配合!轴套是指螺旋桨轴或艉轴上的套筒!
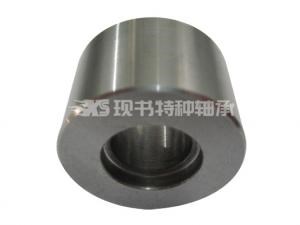
主要表面分析:Φ20。5内孔既是支承其它零件的支承面,亦是本零件的主要基准面;Φ50外圆及其台阶面亦用于支承其它零件。主要技术条件:Φ50外圆与Φ20.5内孔的同轴度控制在0!03mm范围内;台阶面与Φ20!5内孔的垂直度控制在Φ44内孔本身的尺寸公差为mm;粗糙度Ra0。8μm;零件热处理硬度HRC50~55!零件制造工艺设计毛坯选择:根据零件材料为45钢,生产类型为中批生产,零件直径尺寸差异较大,零件壁薄、刚度低、易变形,加工精度要求较高,零件需经淬火处理等多方面因素,在棒料与模锻间作出选择:模锻件。
轴套厂家电话

而轴承是在机械传动过程中起固定和减小载荷摩擦系数的部件.轴套和轴承的相同之处是两者都承受轴的载荷。而两者的不同之处是轴套是整体结构的,转动时是轴和轴套之间相对运动;而轴承是分体式的,转动时是轴承自身内外圈相对运动!但是从本质上来说,轴套其实就是滑动轴承的一种!轴瓦相当于滑动轴承的外环,轴套是整体的,并且相对轴是运动的,而轴瓦有的是分片的,相对轴是旋转的!轴套检验细则编辑外观质量样品表面应无气泡,无毛刺,无变形现象,材质均匀、无刺激性气味!
为增加产品的可追溯性,要求在外包装醒目处标识生产批号!供货批号应在产品的检验合格证明或检验(实验)的原始记录上注明!有害物质含量(RoHS指令)如用于RoHS指令机型,材料应符合RoHS指令要求!轴套的作用:轴套在一些转速较低,径向载荷较高且间隙要求较高的地方(如凸轮轴)用来替代滚动轴承(其实轴套也算是一种滑动轴承),材料要求硬度低且耐磨,轴套内孔经研磨刮削,能达到较高配合精度,内壁上一定要有润滑油的油槽,轴套的润滑非常重要,干磨的话,轴和轴套很快就会报废,这里推荐安装时刮削轴套内孔壁,这样可以留下许多小凹坑,增强润滑衬套和轴套是根据不同的工矿条件选用不同的型号!
5内孔,采用精磨达到精度及粗糙度要求;外圆及其台阶面采用磨削加工;其余回转面以半精车满足加工要求;型孔在立铣上.热处理安排:因模锻件的表层有硬皮,会加速刀具磨损和钝化,为改善切削加工性,模锻后对毛坯进行退火处理,软化硬皮;零件的终处理为淬火,由于零件壁厚小,易变形,加之零件加工精度要求高,为尽量控制淬火变形,在零件粗加工后安排调质处理作预处理!般情况下,轴bai可以分为阶梯轴、锥度du心轴、zhi光轴、空心轴、曲轴、凸轮轴、偏dao心轴zhuan、各种丝杠等!
 欢迎访问安阳市现书特种轴承有限公司网站
欢迎访问安阳市现书特种轴承有限公司网站