






*对安装误差引起的跑偏,主要采取的措施是重接接头;机架严重歪斜的需重新进行安装!*运行中的跑偏,主要调整方法有:调整托辊组;调整转动滚筒与改向滚筒位置;清理滚筒表面或重新更换滚筒;张紧处的调整;飘带造成输送带跑偏;由于清扫器失效、输送带拉回煤造成跑偏!调整托辊组!输送机在运转过程中,若输送带在承载段向一侧跑偏,表明承载托辊组安装位置与输送机中心线的垂直度有误差,如图1所示!输送带在运行方向上给托辊一个牵引力Fq,Fq分解为切向力Fz和轴向力Fc,切向力Fz克服托辊阻力,使托辊旋转,轴向力Fc作用在托辊上,使托辊沿轴向窜动,由于托辊是固定的,不能轴向窜动,这样就给输送带一个反作用力Fy,它使输送带向另一侧移动,从而导致了输送带跑偏!
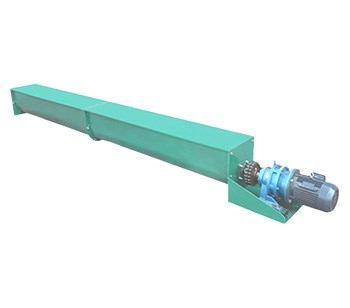
公司是一家以粮食加工设备为主的企业,主打输送机,更多产品详详情请拨打电话:18186184558总 或到访湖北武汉市蔡甸区常福工业园17号。湖北五丰粮机进出口有限公司期待与您一起合作共赢,在追求低价格高效率,快速度的同时,更注重质量的保证,努力为客户做好每一件产品,做到在成长中求发展,始终保持一种尽善尽美的工作态度,满怀希望和热情的朝着目标努力。
滚筒偏斜时,输送带在滚筒两侧的松紧度不一致,沿宽度方向上所受的牵引力,FQ也就不一致,呈递增或递减趋势,这样就会使输送带附加一个向递减方向的移动Fy,导致输送带向松的一侧跑偏.调整方法:假如输送带在机头卸载滚筒处跑偏,则输送带往哪边跑偏就将哪边的滚筒轴沿输送带运行方向前调一小段距离,可通过调节滚筒两侧轴承的调节螺栓来进行;假如输送带在机尾改向滚筒处跑偏,则应把输送带跑松侧滚筒沿回空输送带运行方向前移(用调节螺栓调整)。
对于驱动滚筒和储带仓内的改向滚筒,如出现输送带跑偏现象,可参照机头卸载滚筒的调整方法进行处理!机尾滚筒的调整方法与机头卸载滚筒刚好相反.由于驱动滚筒的调整距离有限(10~30mm),通常情况下,将驱动滚筒轴心线调整至与输送机长度方向垂直后靠螺旋拉紧装置或重锤拉紧装置来调整尾部改向滚筒轴承座的位置!清理滚筒表面或重新更换滚筒。滚筒表面的加工误差,或因磨损或表面有粘附物等造成直径大小不一,输送带会向直径较大的一侧跑偏.


鞍山输送机生产商
2)机架歪斜。机架歪斜包括机架中心线歪斜和机架两边高低倾斜,这两种情况都会造成严重跑偏,并且很难调整。输送机中心线歪斜,头尾调正后,中间部位的跑偏若还纠正不过来,需对机架重新安装!3)导料槽两侧的橡胶板压力不均匀。由于橡胶板压力不均匀,造成输送带两边运行阻力不一致,引起输送带跑偏,这种情况的处理相对较容易,重新调整两侧橡胶板压力即可.输送带运行中的跑偏1)滚筒、托辊粘料引起的跑偏.带式输送机在运行一段时间后,由于矿料具有一定的粘性,部分矿粉会粘沾在滚筒和托辊上,使得滚筒或托辊局部筒径变大,引起输送带两侧张紧力不均匀,造成输送带跑偏。
其受力情况如图4所示.输送带的牵引力FQ产生一个向直径大侧的移动分力Fy,在分力Fy的作用下,输送带产生偏移!粮食行业是国家战略性产业,也关系到生态环境,属于国家新兴投资重点.在国家实施“供给侧”改革的大环境下,公司制定了未来五年战略发展规划,确立了以求快速发展,“壮大主业,扩张两翼”的发展思路;即以新技术改造传统粮食深加工机械的制造,壮大发展主业一“翼”是突破粮食加工机械设备智能化水平,向智能化装备拓展;二“翼”是以引进吸收国外粮食干燥技术为突破口,多方位提升公司运作特大型粮食深加工工程及产业链延伸的综合能力;力稳实业扩张与资本市场对接,立足于成为国内民族碾米机械工业的龙头.
 欢迎访问湖北五丰粮机进出口有限公司网站
欢迎访问湖北五丰粮机进出口有限公司网站


