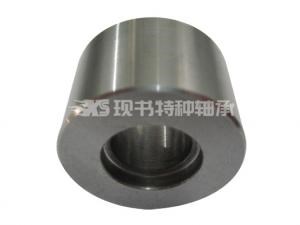
5内孔,采用精磨达到精度及粗糙度要求;外圆及其台阶面采用磨削加工;其余回转面以半精车满足加工要求;型孔在立铣上!热处理安排:因模锻件的表层有硬皮,会加速刀具磨损和钝化,为改善切削加工性,模锻后对毛坯进行退火处理,软化硬皮;零件的终处理为淬火,由于零件壁厚小,易变形,加之零件加工精度要求高,为尽量控制淬火变形,在零件粗加工后安排调质处理作预处理。般情况下,轴bai可以分为阶梯轴、锥度du心轴、zhi光轴、空心轴、曲轴、凸轮轴、偏dao心轴zhuan、各种丝杠等!
常见故障原因轴套在长期运行过程中,轴颈表面受到胀套的挤压力和复合机械力的作用,将导致其变形,直径或缩减0.1mm~0.3mm。进而导致机械胀紧配合力度达不到要求的缩紧力,轴套与主轴之间出现配合间隙,引起了轴套的磨损。修复方法由于部件价值较大,传统的修复方法较为昂贵,随着国外高分子复合材料等先进技术的发展,一些修复快速同时花费低的维修方法受到青睐!国内亦引进了此种方法,较为成熟的有福世蓝2211F材料等。
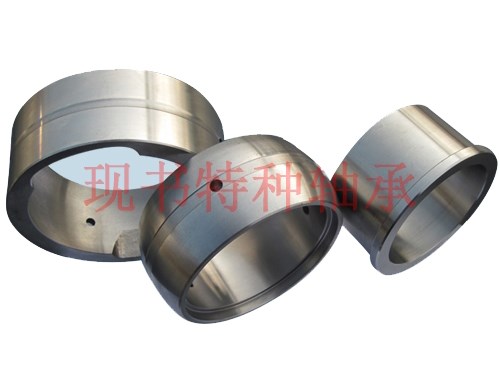
材料具有传统方法所无法比拟的综合机械性能、优良的粘结力和抗温抗腐蚀能力,抗压强度可达1200kg/cm2,粘着力(重叠剪切拉力试验)在光滑的钢表面为225kg/cm所以可用于大型轴套部位磨损的修复!且设备不需要大范围拆卸,为企业节省大量人力物力。轴套工艺分析编辑零件工艺性分析零件材料:45钢.切削加工性良好!零件组成表面:外圆表面(Φ50、333),内表面(Φ320!5),型孔,两端面,内、外台阶面,内、外退刀槽,内、外倒角!
主要表面分析:Φ20!5内孔既是支承其它零件的支承面,亦是本零件的主要基准面;Φ50外圆及其台阶面亦用于支承其它零件!主要技术条件:Φ50外圆与Φ20。5内孔的同轴度控制在0!03mm范围内;台阶面与Φ20。5内孔的垂直度控制在Φ44内孔本身的尺寸公差为mm;粗糙度Ra0!8μm;零件热处理硬度HRC50~55!零件制造工艺设计毛坯选择:根据零件材料为45钢,生产类型为中批生产,零件直径尺寸差异较大,零件壁薄、刚度低、易变形,加工精度要求较高,零件需经淬火处理等多方面因素,在棒料与模锻间作出选择:模锻件.
环冷机轴套厂

基准分析:主要定位基准应为Φ20!5内孔中心安装方案:加工大端及内孔时,可直接采用三爪卡盘装夹;粗加工小端可采用反爪夹大端,半精、精加工小端时,则应配心轴,以Φ20。5孔定位轴向夹紧工件。型孔加工时,可采用分度头安装,将主轴上抬90º,并采用直接分度法,保证3×Φ6在零件圆周上的均分位置.对大端的四个螺钉过孔则采用专用夹具安装:以大端面及Φ20。5孔作主定位基准,型孔防转,工件轴向夹紧.零件表面加工方法:Φ20.

 欢迎访问安阳市现书特种轴承有限公司网站
欢迎访问安阳市现书特种轴承有限公司网站